
Тест смол: Опросник Мини-Мульт — Пройти онлайн тест
Тест СМОЛ — Справочник по медицине PRO7
Зайцев, В.П. Диагностические возможности психологического теста СМОЛ при гипертонической болезни / В.П. Зайцев, Т.А. Айвазян // Кардиология. — 1990. — №4. — С.83-87. [Стр.132]Обозначения СТ4 —концентрация свободного Т4 ИСТ4- индекс свободного Т4, рассчитанный с учетом резуль татов теста поглощения Т, смолой ТТГ — базальная копцсн грация ТТГ в сыворотке и ее реакция на ТРГ 11 — норма. [Стр.103]
Для изучения степени достоверности данных, получаемых по ШКС, в качестве критерия достоверности (валидности) предлагаемой шкалы использовался психологический тест СМОЛ. [Стр.90]
При помощи обоих методов, ШКС и теста СМОЛ, обследовано 106 пациентов непосредственно перед стоматологическими операциями в условиях клиники. [Стр.90]
ИССЛЕДОВАНИЯ КАЛА на скрытую кровь(метод Гре-герсена, проба с гваяковой смолой).Экспресс-метод позволяет определять наличие крови в течение 2 мин. С этой целью используется специальная смесь реактивов (Морозова В.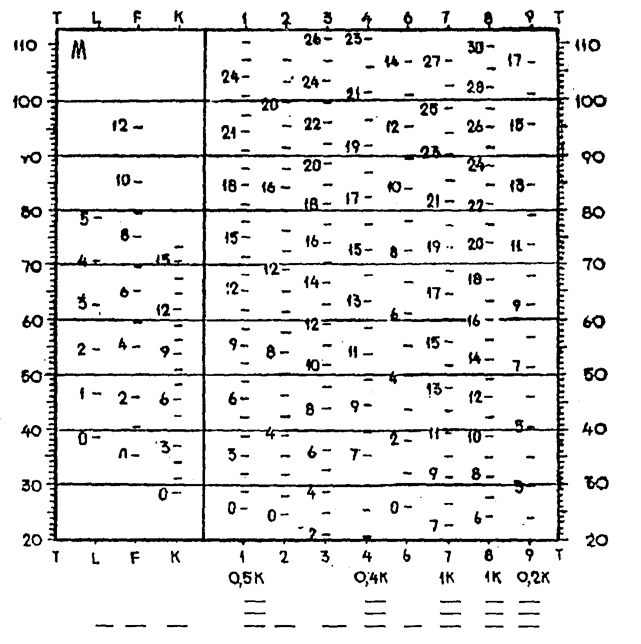
Экспресс-тесты. Некоторые фирмы выпускают бумажные тесты для определения скрытой крови в фекалиях, которые основаны на пробе с гвояколовой смолой. [Стр.288]
Смотреть другие источники с термином Тест СМОЛ: [Стр.37] [Стр.37] [Стр.38] [Стр.261] [Стр.21] [Стр.21] [Стр.21] [Стр.485] [Стр.279] [Стр.480] [Стр.96] [Стр.18] [Стр.91] [Стр.563] [Стр.564] [Стр.569] [Стр.572] [Стр.574] [Стр.180] [Стр.37] [Стр.37] [Стр.38] [Стр.261] [Стр.21] [Стр.21] [Стр.21] [Стр.485] [Стр.
 279]
[Стр.480]
[Стр.96]
[Стр.18]
[Стр.91]
[Стр.563]
[Стр.564]
[Стр.569]
[Стр.572]
[Стр.574]
[Стр.180]
[Стр.40]
[Стр.153]
[Стр.23]
[Стр.379]
[Стр.425]
[Стр.105]
[Стр.575]
[Стр.263]
[Стр.361]
[Стр.433]
[Стр.102]
[Стр.379]
[Стр.92]
[Стр.29]
[Стр.249]
[Стр.249]
[Стр.268]
[Стр.331]
[Стр.17]
[Стр.359]
[Стр.204]
[Стр.9]
[Стр.310]
[Стр.102]
[Стр.338]
279]
[Стр.480]
[Стр.96]
[Стр.18]
[Стр.91]
[Стр.563]
[Стр.564]
[Стр.569]
[Стр.572]
[Стр.574]
[Стр.180]
[Стр.40]
[Стр.153]
[Стр.23]
[Стр.379]
[Стр.425]
[Стр.105]
[Стр.575]
[Стр.263]
[Стр.361]
[Стр.433]
[Стр.102]
[Стр.379]
[Стр.92]
[Стр.29]
[Стр.249]
[Стр.249]
[Стр.268]
[Стр.331]
[Стр.17]
[Стр.359]
[Стр.204]
[Стр.9]
[Стр.310]
[Стр.102]
[Стр.338]
Опросник «Мини-мульт»
MMPI был предложен американскими психологами в 40-50 годах.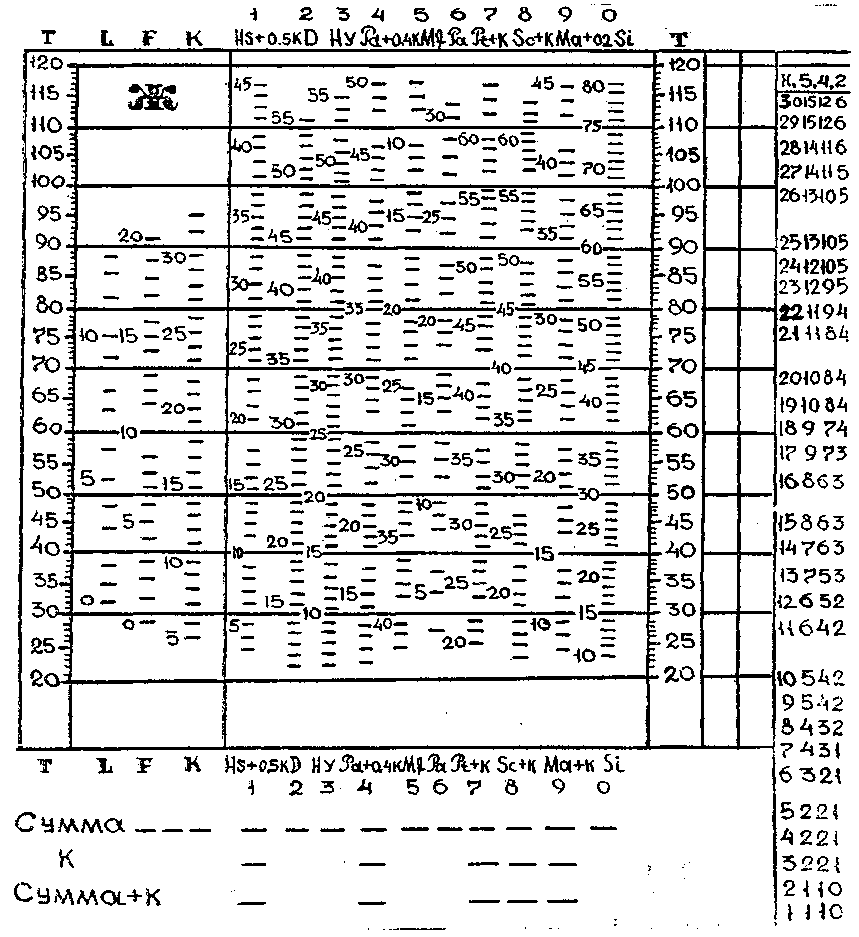 Адаптация была проведена в СССР в 60-х годах в институте им. В. Н. Бехтерева Ф. Б. Березиным и М. П. Мирошниковым.
Адаптация была проведена в СССР в 60-х годах в институте им. В. Н. Бехтерева Ф. Б. Березиным и М. П. Мирошниковым.
Опросник Мини-мульт представляет собой сокращенный вариант MMPI, содержит 71 вопрос, 11 шкал, из них 3 — оценочные. Первые 3 оценочные шкалы измеряют искренность испытуемого, степень достоверности результатов тестирования и величину коррекции, вносимую чрезмерной осторожностью. Остальные 8 шкал являются базисными и оценивают свойства личности. Первая шкала измеряет свойство личности испытуемого с астено-невротическим типом. Вторая шкала говорит о склонности испытуемого с социопатическим вариантом развития личности. Пятая шкала в этом варианте опросника не используется, после четвертой шкалы следует шестая. Шестая шкала характеризует обидчивость испытуемого, его склонность к аффективным реакциям. Седьмая шкала предназначена для диагностики тревожно-мнительного типа личности, склонного к сомнениям. Восьмая шкала определяет степень эмоциональной отчужденности, сложность установления социальных контактов.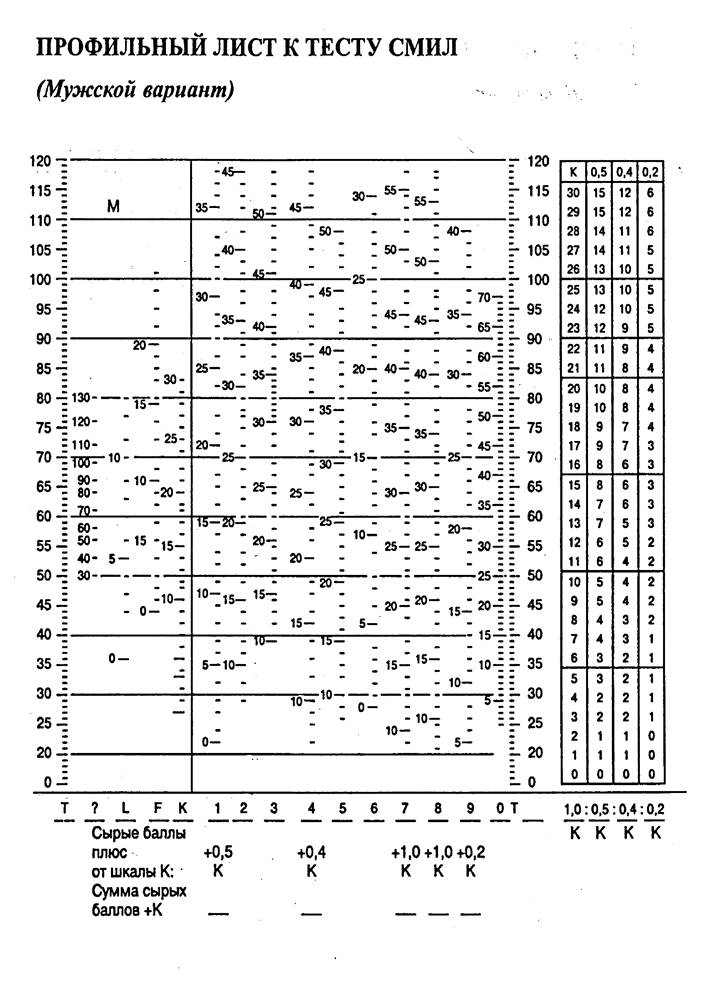
Время проведения опроса не ограничивается.
Инструкция: «Сейчас вы ознакомитесь с утверждениями, касающимися состояния вашего здоровья и вашего характера. Прочитайте каждое утверждение и решите, верно оно или неверно по отношению к вам. Не тратьте времени на раздумывание. Наиболее естественно то решение, которое первым приходит в голову.»
Текст опросника
1. У вас хороший аппетит?
2. По утрам вы обычно чувствуете, что выспались и отдохнули.
3. В вашей повседневной жизни масса интересного.
4. Вы работаете с большим напряжением.
5. Временами вам приходят в голову такие нехорошие мысли, что о них лучше не рассказывать.
6. У вас очень редко бывает запор.
7. Иногда вам очень хотелось навсегда уйти из дома.
8. Временами у вас бывают приступы неудержимого смеха или плача.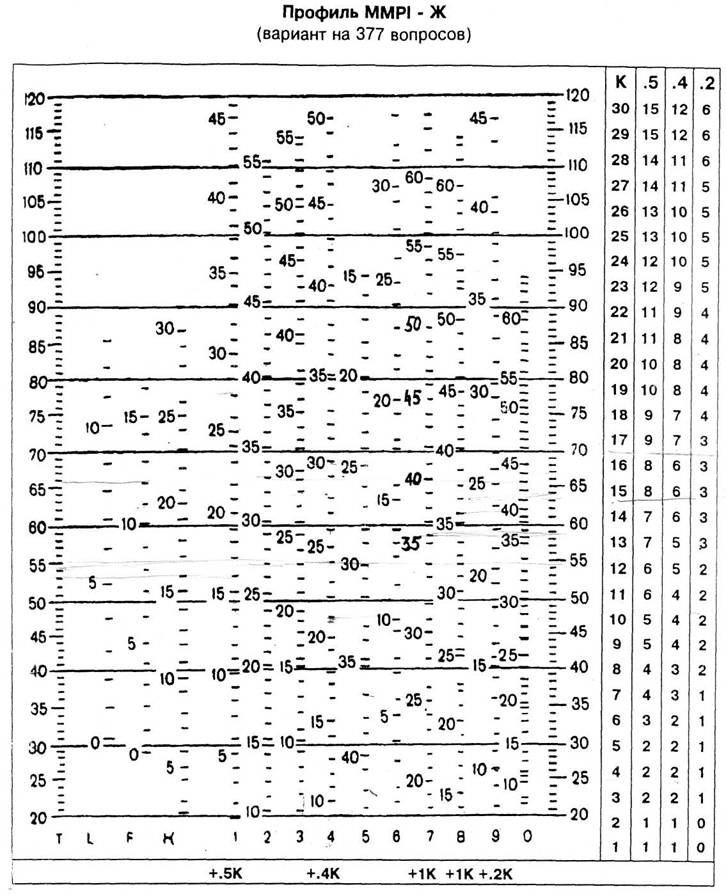
9. Временами вас беспокоит тошнота и позывы на рвоту.
10. У вас такое впечатление, что вас никто не понимает.
11. Иногда вам хочется выругаться.
12. Каждую неделю вам снятся кошмары.
13. Вам труднее сосредоточиться, чем большинству людей.
14. С вами происходили (или происходят) странные вещи.
15. Вы достигли бы в жизни гораздо большего, если бы люди не были настроены против вас.
16. В детстве вы одно время совершали кражи.
17. Бывало, что по несколько дней, недель или целых месяцев вы ничем не могли заняться, потому что трудно было заставить себя включиться в работу.
18. У вас прерывистый и беспокойный сон.
19. Когда вы находитесь среди людей, вам слышатся странные вещи.
20. Большинство знающих вас людей не считают вас неприятным человеком.
21. Вам часто приходилось подчиняться кому-нибудь, кто знал меньше вас.
22. Большинство людей довольны своей жизнью более чем вы.
23. Очень многие преувеличивают свои несчастья, чтобы добиться сочувствия и помощи.
24. Иногда вы сердитесь.
25. Вам определенно не хватает уверенности в себе.
26. У вас часто бывает чувство, как будто вы сделали что-то неправильное или нехорошее.
27. У вас может ухудшиться самочувствие и здоровье, если люди критикуют вас, требуют от вас слишком многого.
28. Обычно вы удовлетворены своей судьбой.
29. Некоторые так любят командовать, что вам хочется все сделать наперекор, хотя вы знаете, что они правы.
30. Вы считаете, что против вас что-то замышляют.
31. Большинство людей способно добиваться выгоды не совсем честным путем.
32. Вас часто беспокоит желудок.
33. Часто вы не можете понять, почему накануне вы были в плохом настроении и раздражены.
34 Временами ваши мысли текли так быстро, что вы не успевали их высказывать.
35. Вы считаете, что ваша семейная жизнь не хуже, чем у большинства ваших знакомых.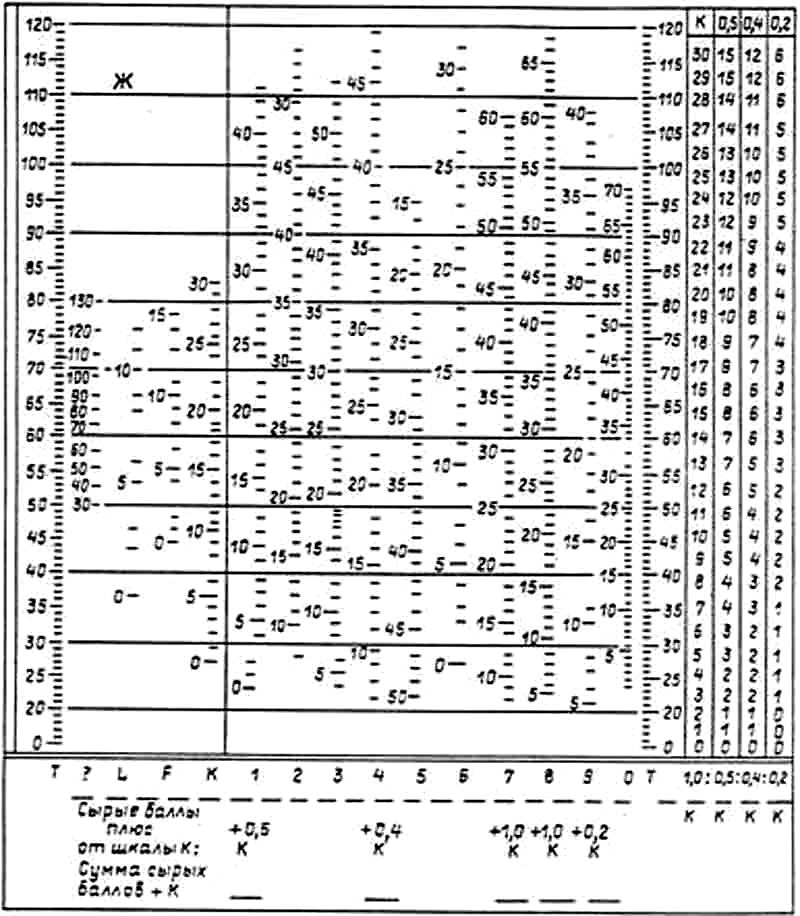
36. Временами вы уверены в собственной бесполезности.
37. В последние годы ваше самочувствие было в основном хорошим.
38. У вас бывали периоды, во время которых вы что-то делали и потом не могли вспомнить, что именно.
39. Вы считаете, что вас часто незаслуженно наказывали,
40. Вы никогда не чувствовали себя лучше, чем теперь.
41. Вам безразлично, что думают о вас другие.
42. С памятью у вас все благополучно.
43. Вам трудно поддерживать разговор с человеком, с которым вы только что познакомились.
44. Большую часть времени вы чувствуете общую слабость.
45. У вас редко болит голова.
46. Иногда вам бывало трудно сохранить равновесие при ходьбе.
47. Не все ваши знакомые вам нравятся.
48. Есть люди, которые пытаются украсть ваши идеи и мысли.
49. Вы считаете, что совершали поступки, которые нельзя простить.
50. Вы считаете, что вы слишком застенчивы.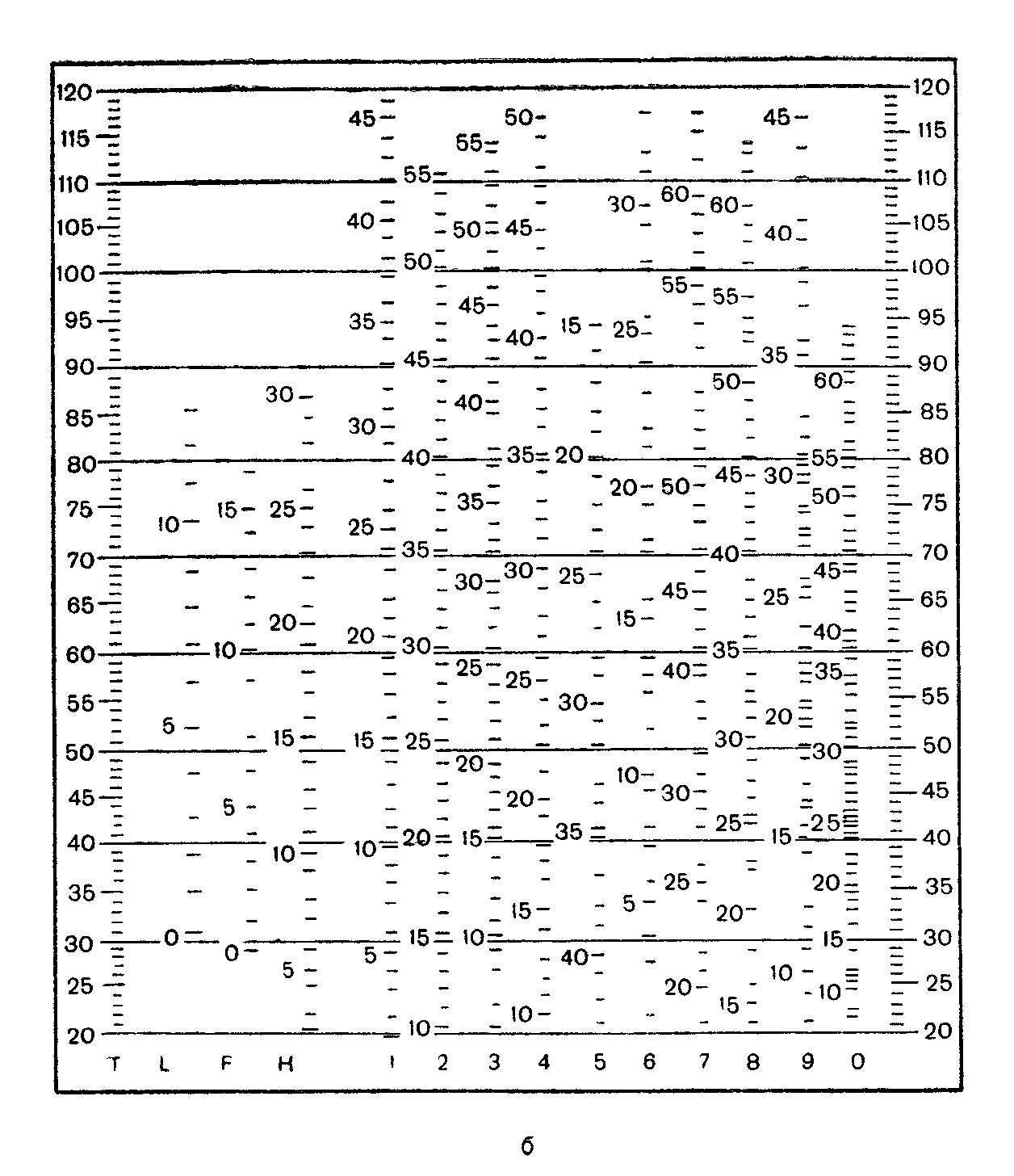
51. Вы почти всегда о чем-нибудь тревожитесь.
52. Ваши родители часто не одобряли ваших знакомств.
53. Иногда вы немного сплетничаете.
54. Временами вы чувствуете, что вам необыкновенно легко принимать решения.
55. У вас бывает сильное сердцебиение, и вы часто задыхаетесь.
56. Вы вспыльчивы, но отходчивы.
57. У вас бывают периоды такого беспокойства, что трудно усидеть на месте.
58. Ваши родители и другие члены семьи часто придираются к вам.
59. Ваша судьба никого особенно не интересует.
60. Вы не осуждаете человека, который не прочь воспользоваться в своих интересах ошибками другого.
61. Иногда вы полны энергии.
62. За последнее время у вас ухудшилось зрение.
63. Часто у вас звенит или шумит в ушах.
64. В вашей жизни были случаи (может быть, только один), когда вы чувствовали, что на вас действуют гипнозом.
65. У вас бывают периоды, когда вы необычно веселы без особой причины.
У вас бывают периоды, когда вы необычно веселы без особой причины.
66. Даже находясь в обществе, вы обычно чувствуете себя одиноко.
67. Вы считаете, что почти каждый может солгать, чтобы избежать неприятностей.
68. Вы чувствуете острее, чем большинство других людей.
69. Временами ваша голова работает как бы медленнее, чем обычно.
70. Вы часто разочаровываетесь в людях.
71. Вы злоупотребляли спиртными напитками.
Обработка результатов
К методике прилагается бланк, где на одной стороне фиксируются ответы испытуемого. Если испытуемый согласен с утверждением, то в клетке с номером вопроса он ставит знак «+» («да», «верно»), если не согласен — знак «-» («нет», «неверно»). На обратной стороне бланка экспериментатор строит профиль личности испытуемого с учетом значения шкалы коррекции, добавляя к указанным в бланке шкалам соответствующее значение шкалы коррекции. Таблица этих значений приведена на бланке.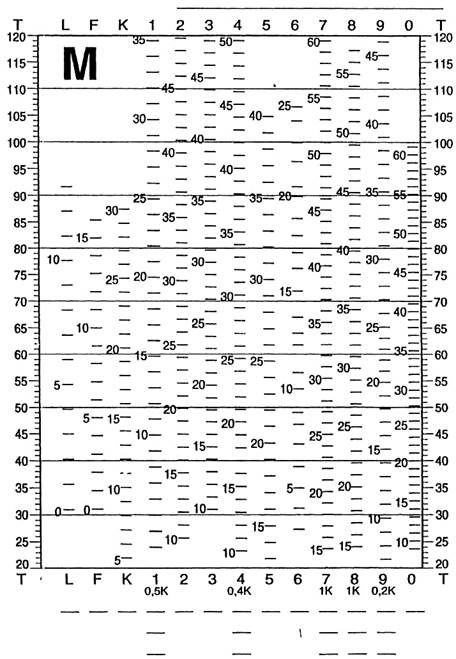
Значение шкалы К добавляется к базисным шкалам № 1,4, 7,8,9.
Например: если по шкале К получено 9 баллов, то к значению шкалы №1, исходя из таблицы, добавляют 5 баллов, к значению шкалы № 4 — 4 балла, к значениям шкал № 7 и № 8 по 9 баллов, к значению шкалы № 9 — 2 балла.
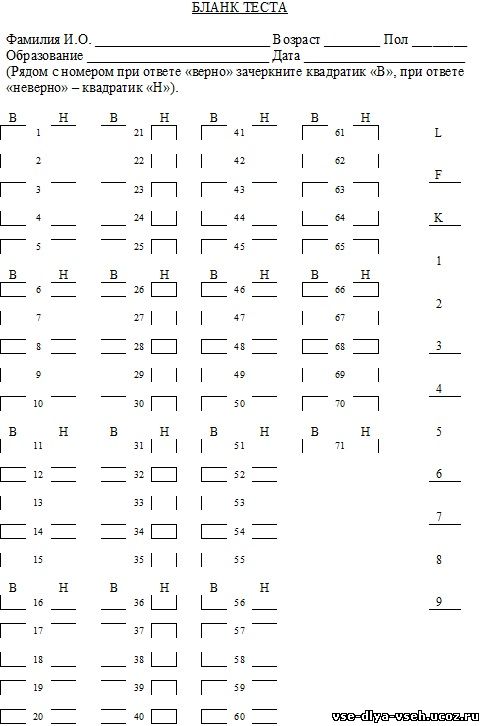
Бланк ответов
Фамилия И. О._________Возраст__________Пол__________Образование______________Дата_______________________
(рядом с номером при ответе «верно» зачеркните квадратик «В», при ответе «неверно» — квадратик «Н»)
|
В 1 Н |
В 21 Н |
В 41 Н |
В 61Н |
Н |
|
В 2 Н |
В 22 Н |
В 42 Н |
В 62Н |
L |
|
В 3 Н |
В 23 Н |
В 43 Н |
В 63Н |
F |
|
В 4 Н |
В 24 Н |
В 44 Н |
В 64Н |
К |
|
В 3 Н |
В 25 Н |
В 45 Н |
В 65Н |
1 |
|
В 6 Н |
В 26 Н |
В 46 Н |
В 66Н |
2 |
|
В 7 Н |
В 27 Н |
В 47 Н |
В 67Н |
3 |
|
В 8 Н |
В 28 Н |
В 48 Н |
В 68Н |
4 |
|
В 9 Н |
В 29 Н |
В 49 Н |
В 69Н |
6 |
|
В 10 Н |
В 30 Н |
В 50 Н |
В 70Н |
7 |
|
В 11 Н |
В 31 Н |
В 51 Н |
В 71Н |
8 |
|
В 12 Н |
В 32 Н |
В 52 Н |
9 |
|
|
В 13 Н |
В 33 Н |
В 53 Н |
|
|
|
В 14 Н |
В 34 Н |
В 54 Н |
|
|
|
В 15 Н |
В 35 Н |
В 55 Н |
|
|
|
В 16 Н |
В 36 Н |
В 56 Н |
|
|
|
В 17 Н |
В 37 Н |
В 57 Н |
|
|
|
В 18 Н |
В 38 Н |
В 58 Н |
|
|
|
В 19 Н |
В 39 Н |
В 59 Н |
|
|
|
В 20 Н |
В 40 Н |
В 60 Н |
|
|
Описание шкал.

Школа лжи (L) — оценивает искренность испытуемого.
Шкала достоверности (F) — выявляет недостоверные ответы: чем больше значение по этой шкале, тем менее достоверны результаты.
Шкала коррекции (К) — сглаживает искажения, вносимые чрезмерной осторожностью и контролем испытуемого во время тестирования. Высокие показатели по этой шкале говорят о неосознанном контроле поведения. Шкала (К) используется для коррекции базисных шкал, которые зависят от ее величины.
Базисные шкалы.
1. Ипохондрия (Hs) — «близость испытуемого к астено-невротическому типу. Испытуемые с высокими оценками медлительны, пассивны, принимают все на веру, покорны власти, медленно приспосабливаются, плохо переносят смену обстановки, легко теряют равновесие в социальных конфликтах.
2. Депрессия (D). Высокие оценки имеют чувствительные, сенситивные лица, склонные к тревогам, робкие, застенчивые. В делах они старательны, добросовестны, высокоморальны и обязательны, но не способны принять решение самостоятельно, нет уверенности в себе, при малейших неудачах они впадают в отчаяние.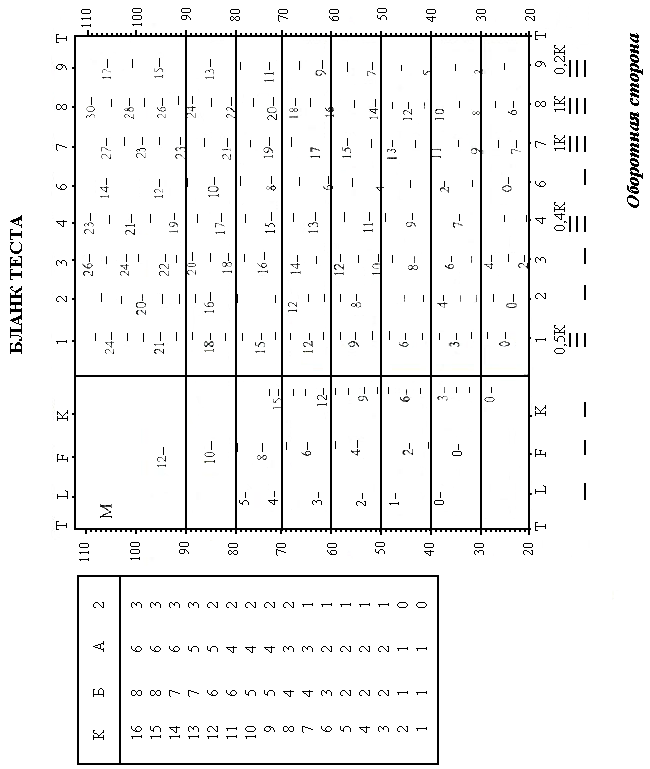
3 Истерия (Ну). Выявляет лиц, склонных к неврологическим защитным реакциям конверсионного типа. Они используют симптомы соматического заболевания как средство избегания ответственности. Все проблемы разрешаются уходом в болезнь. Главной особенностью таких людей является стремление казаться больше, значительнее, чем есть на самом деле, стремление обратить на себя внимание во что бы то ни стало, жажда восхищения. Чувства таких людей поверхностны и интересы неглубоки.
4. Психопатия (Pd). Высокие оценки по этой шкале свидетельствуют о социальной дезадаптации, такие люди агрессивны, конфликтны, пренебрегают социальными нормами и ценностями Настроение у них неустойчивое, они обидчивы, возбудимы и чувствительны. Возможен временный подъем по этой шкале, вызванный какой-нибудь причиной.
6. Паранойяльностъ (Ра). Основная черта людей с высокими показателями по этой шкале — склонность к формированию сверхценных идей. Это люди односторонние, агрессивные и злопамятные.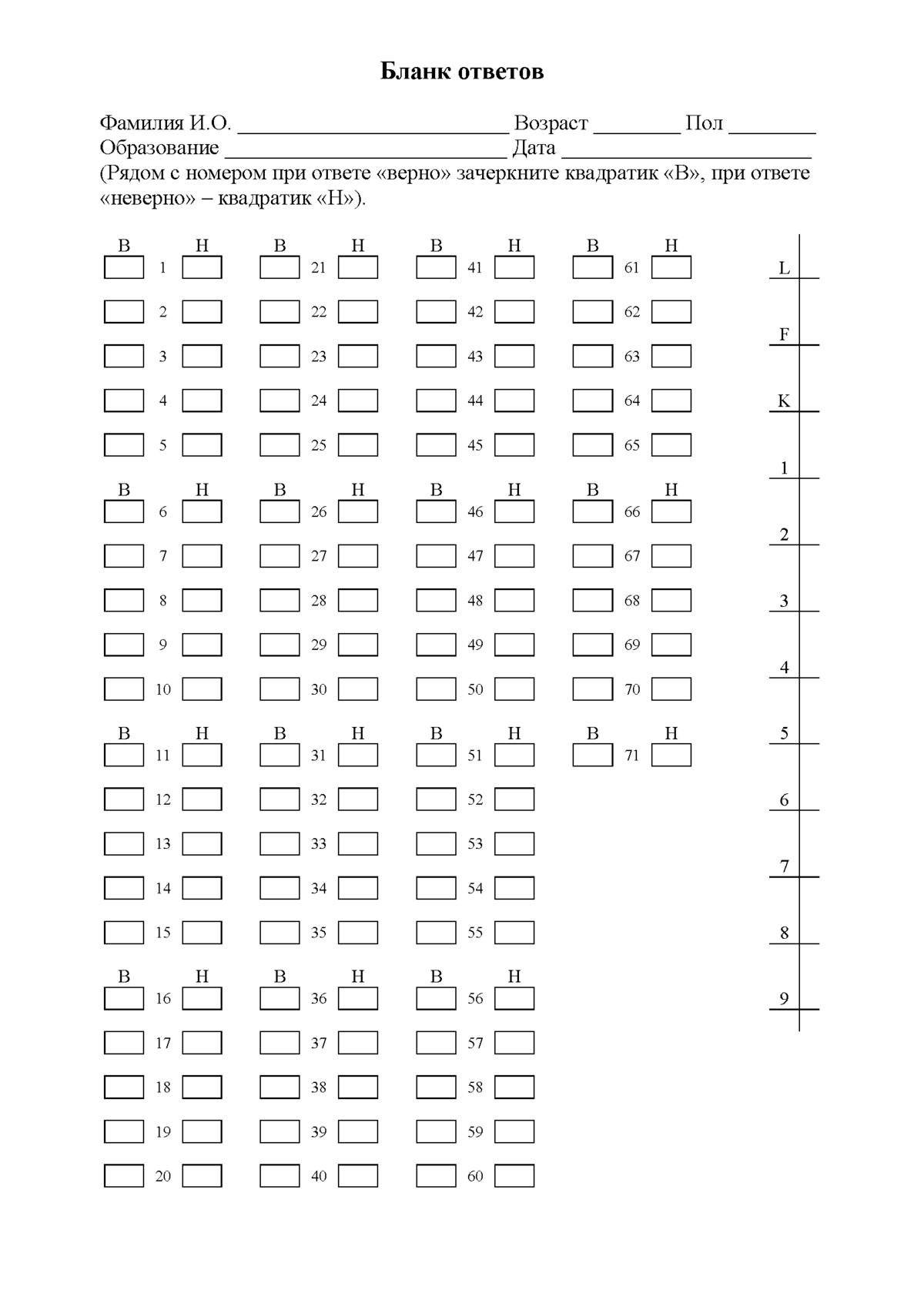 Кто не согласен с ними, кто думает иначе, тот или глупый человек, или враг. Свои взгляды они активно насаждают, поэтому имеют частые конфликты с окружающими. Собственные малейшие удачи они всегда переоценивают.
Кто не согласен с ними, кто думает иначе, тот или глупый человек, или враг. Свои взгляды они активно насаждают, поэтому имеют частые конфликты с окружающими. Собственные малейшие удачи они всегда переоценивают.
7. Психастения (Pt). Диагностирует лиц с тревожно-мнительным типом характера, которым свойственны тревожность, боязливость, нерешительность, постоянные сомнения.
8. Шизоидность (S c ). Лицам с высокими показателями по этой шкале свойствен шизоидный тип поведения. Они способны тонко чувствовать и воспринимать абстрактные образы, но повседневные радости и горести не вызывают у них эмоционального отклика. Таким образом, общей чертой шизоидного типа является сочетание повышенной чувствительности с эмоциональной холодностью и отчужденностью в межличностных отношениях.
9. Гипотония (Ма). Для лиц с высокими оценками по этой шкале характерно приподнятое настроение независимо от обстоятельств. Они активны, деятельны, энергичны и жизнерадостны.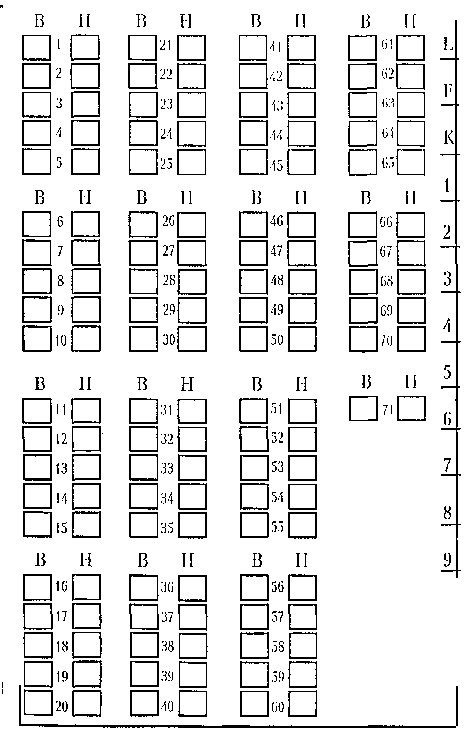 Они любят работу с частыми переменами, охотно контактируют с людьми, однако интересы их поверхностны и неустойчивы, им не хватает выдержки и настойчивости.
Они любят работу с частыми переменами, охотно контактируют с людьми, однако интересы их поверхностны и неустойчивы, им не хватает выдержки и настойчивости.
Высокими оценками по всем шкалам, после построения профиля личности, являются оценки, превышающие 70. Низкими оценками считаются оценки ниже 40.
Опрос рекомендуется проводить индивидуально или в группе, при наличии у каждого испытуемого текста опросника и бланка для ответов, в присутствии экспериментатора, которому испытуемые могут задавать вопросы.
КЛЮЧ
|
Шкалы |
Ответы |
№ вопроса |
|
L |
Неверно (Н) |
8, 11, 24, 47, 53 |
|
F |
Н |
22, 24, 61 |
|
Верно (В) |
9, 12, 15, 19, 30, 38, 48, 49, 58, 59, 64, 71 |
|
|
K |
Н |
11, 23, 31 , 33, 34, 36, 40, 41, 43, 51, 56, 61, 68, 67, 69, 70 |
|
1 ( H s) |
Н |
1, 2, 6, 37, 48 |
|
В |
9, 18, 26, 32, 44, 46, 55, 62, 63 |
|
|
2(D) |
Н |
1, 3, 6, 11, 28, 37, 40, 42, 60, 65, 61 |
|
В |
9, 13, 11, 18, 22, 25, 36, 44 |
|
|
3(Ну) |
Н |
1, 2, 3, 11, 23, 28, 29, 31, 33, 35, 37, 40, 41, 43, 45, 50, 56 |
|
В |
9, 13, 18, 26, 44, 46, 55, 57, 62 |
|
|
4 (Pd) |
Н |
3, 28, 34, 35, 41, 43, 50, 65 |
|
В |
7, 10, 13, 14, 15, 16, 22, 27, 52, 58, 71 |
|
|
6 (Pa) |
Н |
28, 29, 31, 67 |
|
В |
5, 8, 10, 15, 30, 39, 63, 64, 66, 68 |
|
|
7 (Pt) |
Н |
2, 3, 42 |
|
В |
5, 8, 13, 17, 22, 25, 27, 36, 44, 51 , 57, 66, 68 |
|
|
8(S c ) |
Н |
3, 42 |
|
В |
8, 7, 8, 10, 13, 14, 15, 16, 17, 30, 38, 39, 46, 57, 63, 64, 66 |
|
|
9 (Ma) |
Н |
43 |
|
В |
4, 7, 8, 21, 29, 34, 38, 39, 54, 57, 60 |
См.
 также Многофакторные опросники
также Многофакторные опросники
RSS [email protected]
Выбираем жидкий фотополимер для 3D принтера. Классификация материалов для SLA/DLP 3D печати.
Содержание:
- Введение
- Обзор SLA-материалов
- Стандартные смолы SLA
- Стандартная фотополимерная смола — Standard
- Прозрачная фотополимерная смола — Clear
- Инженерные фотополимерные смолы
- Жесткая фотополимерная смола — Tough (как ABS)
- Прочная фотополимерная смола — Durable (PP-подобная)
- Термостойкая фотополимерная смола — Heat resistant
- Резиноподобная фотополимерная смола — Rubber-like (Эластичная)
- Керамическая фотополимерная смола — Ceramic filled (Твёрдая)
- Как правильно выбрать смолу для ваших задач
- Стоматологические и медицинские SLA смолы
- Фотополимерная смола для медицинских приборов — Custom Medical Appliances (биосовместимость класса I)
- Стоматологическая долгосрочная биосовместимая смола — Dental Long Term (биосовместимая класса IIa)
- Биосовместимость класса I против биосовместимости класса IIa
- Литьевые SLA-смолы
- Литьевая смола для изготовления ювелирных изделий
- Обобщенные правила
Всем привет, Друзья! С Вами 3DTool!
В данной статье сравниваются фотополимерные смолы на примере продукции Formlabs для 3D -печати методом SLA – стандартные (standard), жесткие (tough), прочные (durable), термостойкие (heat resistant), резиноподобные (flexible), стоматологические (dental) и литьевые (castable). Информация из статьи поможет вам подобрать фотополимерную смолу под ваши задачи.
Информация из статьи поможет вам подобрать фотополимерную смолу под ваши задачи.
Каталог фотополимерных 3D принтеров
Фотополимеры от FormLabs
Подробный обзор 3D принтера Formlabs Form 3
Введение
Стереолитография позволяет печатать пластиковые детали с высоким разрешением, хорошей детализацией мелких деталей и гладкой поверхностью. Благодаря разнообразию фотополимерных смол, доступных для SLA, данная технология применяется во множестве различных отраслей промышленности:
-
Фотополимеры «Standard» используются для прототипирования
-
Инженерные фотополимеры имеют определенные механические и температурные свойства
-
Стоматологические и медицинские фотополимеры имеют сертификаты биосовместимости.

-
Литьевые фотополимеры имеют нулевой показатель зольности после выжигания.
Обзор фотополимерных смол для SLA 3D печати
В SLA используется лазер для отверждения жидкой фотополимерной смолы. Данный процесс называется фотополимеризацией. Различные комбинации полимеров и других добавок, которые входят в состав смолы, позволяют получить различные свойствам материала.
Основные преимущества и ограничения, являющиеся общими для всех смол в SLA 3D печати:
Преимущества:
-
Гладкая поверхность. Отсутствие шероховатостей.
-
Высокая качество 3D печати. Максимальная детализация на объекте.
Недостатки:
Базовые фотополимеры для SLA
Статья о постобработке SLA/DLP 3D печати
Стандартная фотополимерная смола — Standard
Из стандартных смол получаются детали с высокой жесткостью, детализацией и гладкой поверхностью.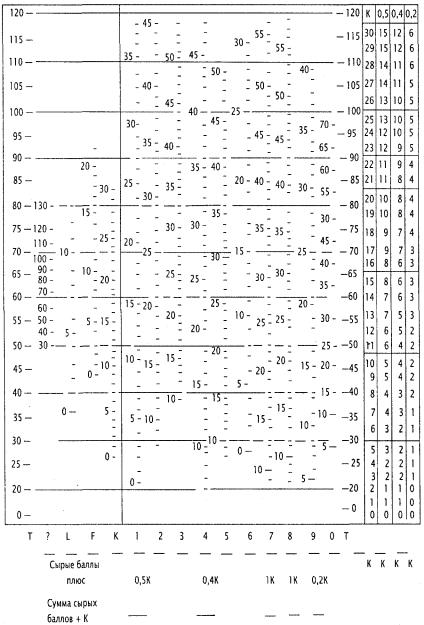 Низкая стоимость смол от 250$ за 1 литр, делает их идеальными для прототипов.
Низкая стоимость смол от 250$ за 1 литр, делает их идеальными для прототипов.
Цвет смолы так же влияет на его свойства. Например в продукции FormLabs, серая смола подходит для моделей с мелкими деталями, а белая смола — для деталей, которые требуют максимально гладкой поверхности.
Преимущества использования смол класса Standard:
-
Высокая детализация
-
Гладкая поверхность
-
Самый дешевый материал для SLA
-
Без необходимости в финальной полимеризации
Минусы Standard:
-
Хрупкость деталей
-
Деформируются под действием температур
-
Не имеют специальных свойств’
Также в класс фотополимерных смол «Standard» от FormLabs входит Color KIT — это набор специальных красителей и фотополимерной смолы «Color Base» для смешивания и получения разнообразных цветовых решений. Тем самым исключается необходимость в покраски деталей после 3D печати.
Тем самым исключается необходимость в покраски деталей после 3D печати.
Инженерные фотополимерные смолы от FormLabs
Инженерные смолы обладают целый рядом свойств литьевых пластмасс.
Все инженерные смолы требуют дополнительного отверждения ультрафиолетом например с использованием устройства Form Cure, для достижения их максимальных свойств.
Прочная фотополимерная смола — Tough (аналог ABS пластика)
Tough смола была разработана для моделей, которые должны выдерживать высокие нагрузки и были прочными.
Из данного материала получаются прочные, устойчивые к разрушению детали и функциональные прототипы, такие как корпус с защелкивающимися соединениями.
Плюсы:
Минусы:
-
Не подходит для деталей с тонкими стенками (рекомендуемая минимальная толщина стенок от 1 мм)
-
Нестойкий к высоким температурам
Идеально подходит для: функциональных прототипов, деталей механических узлов
Прочная фотополимерная смола — Durable
Прочная смола представляет собой износостойкий и гибкий материал с механическими свойствами, аналогичными полипропилену.
Из фотополимера Durable получаются модели с гладкой глянцевой поверхностью и высокой устойчивостью к деформации.
Durable Resin идеально подходит для:
- Втулок и подшипников;
- Различных функциональных соединений
Плюсы:
Минусы:
-
Не подходит для деталей с тонкими стенками (рекомендуемая минимальная толщина стенок 1 мм)
-
Низкая температура тепловой деформации
-
Низкий предел прочности на изгиб (ниже, чем у жесткой смолы)
Идеально подходит для: функциональных прототипов.
Термостойкая смола идеально подходит для деталей, которые требуют высокой термостойкости и работают при высоких температурах.
Formlabs High Temp Resin обеспечивает самую высокую температуру плавления (HDT): 238 °C при 0,45 МПа.
Смолу следует использовать для печати детализированных, точных прототипов с высокой термостойкостью.
Плюсы:
-
Выдерживает температуру до 238 °C (против 80 °C для стандартных смол)
-
Гладкая поверхность
Минусы:
Резиноподобная фотополимерная смола — Flexible Resin
Резиноподобная смола позволяет изготавливать гибкие детали. Этот материал имеет низкий порог упругости при растяжении и высокое удлинение при разрыве, и он хорошо подходит для деталей, которые будут согнуты или сжаты.
Этот материал имеет низкий порог упругости при растяжении и высокое удлинение при разрыве, и он хорошо подходит для деталей, которые будут согнуты или сжаты.
Его также можно использовать для добавления эргономических функций в сборки из нескольких материалов, таких как: штампы, носимые прототипы, ручки, накладки и захваты.
Плюсы:
-
Высокая гибкость (высокое удлинение при разрыве)
-
Низкая твердость (имитирует резину 80А по дюрометру)
-
Высокая ударопрочность
Минусы:
-
Не обладает всеми свойствами настоящей резины
-
Требует обширных структур поддержки
-
Свойства материала со временем ухудшаются, так как деталь подвергается воздействию ультрафиолетового излучения (солнечного света)
-
Не подходит для деталей с тонкими стенками (рекомендуемая минимальная толщина стенок 1 мм)
Идеально подходит для создания гибких прототипов.
Керамическая фотополимерная смола — Rigid Resin
Данная смола усилена стеклом, что обеспечивает очень высокую жесткость и полированную поверхность. Полимер очень устойчив к деформации и отлично подходит для 3Dпечати тонких элементов
Идеально подходит для: пресс-форм и оснастки, зажимных приспособлений, коллекторов, фиксаторов, корпусов для электрических и автомобильных приспособлений
Компоненты терморегулирования, напечатанные по технологии SLA керамической (твердой) смолой. Изображение предоставлено: Formlabs
Как правильно выбрать смолу для ваших задач
В таблице ниже приведены основные механические свойства фотополимеров для SLA:
Источник: Formlabs
Стандартная смола (standart) обладает высокой прочностью на растяжение, но очень хрупкая (очень низкое удлинение при разрыве), поэтому она не подходит для функциональных деталей. Способность создавать хорошую поверхность детали делает его идеальным для визуальных прототипов и художественных моделей.
Способность создавать хорошую поверхность детали делает его идеальным для визуальных прототипов и художественных моделей.
Прочная (durable) смола обладает самой высокой ударной вязкостью и удлинением при разрыве по сравнению с другими материалами SLA. Лучше всего подходит для прототипирования деталей с подвижными элементами и защелками. Ей не хватает, однако, прочности термопластичных материалов 3D-печати, таких как SLA нейлон.
Жесткая (tough) смола является компромиссом между свойствами материала прочной и стандартной смолы. У неё высокий предел прочности при растяжении, поэтому он лучше всего подходит для жестких деталей, которые требуют высокой твёрдости.
Термостойкая смола (heat resistant) может выдерживать температуру выше 200 o C, но обладает плохой ударной вязкостью и является даже более хрупкой, чем стандартная смола.
Керамическая (ceramic reinforce) смола имеет самый высокий предел прочности на разрыв и модуль упругости при изгибе, но она хрупкая (плохие показатели удлинения при разрыве и ударной вязкости). Эту смолу предпочтительнее использовать для деталей с тонкими стенками, которые требуют повышенной жесткости.
Эту смолу предпочтительнее использовать для деталей с тонкими стенками, которые требуют повышенной жесткости.
На графиках ниже механические свойства наиболее распространенных материалов SLA сравниваются визуально:
Сравнительная таблица на относительное удлинение при разрыве и ударную вязкость для обычных технических условий SLA-печати и стандартных материалов. Изображение предоставлено Formlabs.
Кривые напряжения-деформации для обычных SLA-технологий и стандартных материалов. Изображение предоставлено: Formlabs
Сравнительная диаграмма свойств материалов различных технических смол. Изображение предоставлено: Formlabs.
Стоматологические и медицинские SLA смолы
Фотополимерная смола для медицинских приборов — Custom Medical Appliances (биосовместимость 1 класса)
Биосовместимые смолы класса 1 могут быть использованы для изготовления медицинского оборудования, такого как, например, хирургические шаблоны. Детали, напечатанные на этой смоле, можно стерилизовать паром в автоклаве для непосредственного использования в операционной.
Детали, напечатанные на этой смоле, можно стерилизовать паром в автоклаве для непосредственного использования в операционной.
Плюсы:
-
Высокая точность
-
Гладкая поверхность
-
Биосовместимость 1 класса (краткосрочное использование)
Минусы:
- Умеренное сопротивление износу и разрушению
Идеально для: хирургических средств и приспособлений
Стоматологическая долгосрочная биосовместимая смола — Dental Long Term (биосовместимая класса 2А)
Эти смолы специально разработаны для долгосрочных стоматологических приспособлений. Биосовместимые смолы класса 2А могут контактировать с организмом человека до года.
Высокая устойчивость к разрушению и износу делают данную смолу идеальным вариантом для изготовления жестких шплинтов или фиксаторов.
Плюсы:
-
Высокая точность
-
Высокая устойчивость к разрушению и износу
-
Биосовместимость класса 2А
Минусы:
Идеально подходит для: долговременных стоматологических инструментов, устойчивых к разрушению и износу медицинских деталей, жестких шплинтов, фиксаторов
В чем разница биосовместимости класса 1 и класса 2a ?
Правила биосовместимости класса 1 касаются материалов, которые разрешено использовать для:
-
не инвазивные устройства, которые контактируют с неповрежденной кожей
-
приспособления для временного применения или кратковременного использования в ротовой полости или ушном канале или в полости носа
-
многоразовые хирургические инструменты
Правила биосовместимости класса 2a касаются материалов, которые разрешено использовать для:
-
устройства, которые вступают в контакт с биологическими жидкостями или открытыми ранами
-
устройства, используемые для введения веществ в организм человека или удаления веществ и из него
-
инвазивные краткосрочные устройства, такие как инвазивные хирургические элементы
-
долговременные имплантируемые устройства, помещенные в зубы
Фотополимерные смолы в SLA 3D печати для ювелиров
Смолы для изготовления ювелирных изделий
Этот материал позволяет печатать модели с мелкими деталями и гладкой поверхностью, не оставляя пепла или остатков после выжигания.
Литьевая смола позволяет получить готовое изделие непосредственно от дизайна до прецизионного литья с помощью лишь одной 3D-печатной детали. Она подходит для изготовления ювелирных изделий и других мелких и сложных компонентов.
Плюсы:
-
Низкая зольность после выгорания (менее 0,02%)
-
Высокая детализация
Минусы:
-
Низкая ударопрочность и износостойкость
-
Требует пост-обработки для достижения наилучших результатов
Идеально для: литья по выплавляемым моделям, изготовления ювелирных изделий
Каталог 3D принтеров SLA/DLP
Фотополимеры от FormLabs
Статья о постобработке SLA/DLP 3D печати
Что ж, а на этом у нас все! Надеемся эта статья была для Вас полезна!
Заказать SLA 3D принтеры Formlabs или задать свои вопросы и узнать статус Вашего заказа, вы можете
Не забывайте подписываться на наш YouTube канал:
Подписывайтесь на наши группы в соц. сетях:
сетях:
ВКонтакте
Экспертная психодиагностическая система. СМОЛ-Эксперт 6.7 CD
профессор, доктор медицинских наук Т.А.Айвазян.
Автор компьютерной программы «СМОЛ-Эксперт»: В.П.Зайцев.
Основа системы СМОЛ-Эксперт. Предлагаемая система психодиагностики основана на тесте СМОЛ, широко применяемом в области медицины, профориентации, в военном деле, спорте и многих других областях. СМОЛ — сокращенный вариант известного теста MMPI, позволивший на порядок уменьшить время тестирования (в среднем оно составляет всего 6-7 минут) за счет устранения, на основе строгой математической процедуры, дублирующих тест-объектов с наименьшим диагностическим весом. Использование в тесте СМОЛ тест-объектов с наибольшим диагностическим весом обеспечивает высокую точность оценки, несмотря на сокращение общего числа тест-объектов.
Что реально делает программа СМОЛ-Эксперт? СМОЛ-Эксперт обеспечивает проведение тестирования, обработку результатов, формирование базы данных, а главное — интегральную оценку актуального психологического статуса и особенностей личности тестируемого на основе основе обширной Базы Знаний. В итоге пользователь получает готовое Заключение (результаты тестирования и их экспертная интерпретация). Пользователь может либо согласиться с этим Заключением, либо использовать его в качестве основы, внося свои поправки и дополнения.
А стоит ли программа своих денег? Купив программу, Вы не только в десятки раз повышаете производительность труда Ваших сотрудников, проводящих психологическое обследование. Отныне Вам будут постоянно помогать советом лучшие эксперты России в области психодиагностики.
Сферы применения. Программа СМОЛ-Эксперт используется для работы с кадрами (подробная характеристика особенностей личности, оценка профессиональной пригодности), в медицине (детальный анализ психического состояния, предположительный клинический диагноз, рекомендации по психотерапии, прогноз эффективности лечения) и для психологического консультирования (глубокий анализ особенностей личности и психологического состояния).
Программа СМОЛ-Эксперт отличается удобным графическим интерфейсом, возможностью сортировки записей в базе данных по разным признакам и поиска записи в базе данных разными способами, многочисленными подсказками, облегчающими пользователю работу с программой, поддержкой любых видов принтеров и многим другим. Предусмотрена возможность редактирования пользователем текста Заключения, генерируемого программой, а также переноса Заключения (или его
ИЗУЧЕНИЕ ГИДРОФИЛЬНОСТИ И СВОБОДНОЙ ПОВЕРХНОСТНОЙ ЭНЕРГИИ ФОТОПОЛИМЕРНЫХ СМОЛ В СРАВНИТЕЛЬНОМ АСПЕКТЕ | Опубликовать статью ВАК, elibrary (НЭБ)
ИЗУЧЕНИЕ ГИДРОФИЛЬНОСТИ И СВОБОДНОЙ ПОВЕРХНОСТНОЙ ЭНЕРГИИ
ФОТОПОЛИМЕРНЫХ СМОЛ В СРАВНИТЕЛЬНОМ АСПЕКТЕ
Научная статья
Эртесян А.Р.1, *, Садыков М.И.2, Нестеров А.М.3
1 ORCID: 0000-0003-3541-9971;
2 ORCID: 0000-0003-1986-8996;
3 ORCID: 0000-0002-4187-4375;
1, 2, 3 Самарский государственный медицинский университет, Самара, Россия
* Корреспондирующий автор (albertertesyan[at]gmail. com)
com)
Аннотация
За микробиологическую «привлекательность» поверхностей съемных протезов отвечают два основных свойства: гидрофильность и свободная поверхностная энергия. В этом исследовании изучалось, являются ли зубные протезы, изготовленные из фотополимерной смолы, более благоприятными для этих поверхностных свойств, чем акриловые пластмассы. Поверхностная гидрофильность и свободная поверхностная энергия 50 стандартизированных образцов пластмассы определялись путем измерения угла контакта и поверхностного натяжения. В обеих экспериментальных установках сравнивались поверхности акриловых пластмасс Фторакс, Rapid Simplified и фотополимерных смол для SLA печати на 3D принтере Denture 3D+, Dental Pink и Denture Base. Эти данные были проанализированы с помощью ANOVA вместе с тестом Тьюки или играми‐Тест Хауэлла. Все образцы из фотополимерных смол имели более низкие средние значения гидрофильности и свободной поверхностной энергии, чем акриловые пластмассы, за исключением образов Dental Pink. Поверхностные свойства фотополимерных смол для 3D печати делают поверхность съемного протеза менее «привлекательным» для микробной колонизации в сравнении с акриловыми пластмассами.
Поверхностные свойства фотополимерных смол для 3D печати делают поверхность съемного протеза менее «привлекательным» для микробной колонизации в сравнении с акриловыми пластмассами.
Ключевые слова: полный съемный пластиночный протез; гидрофильность; свободная поверхностная энергия; 3D печать; стереолитография; SLA; фотополимерная смола; акриловая пластмасса; аддитивные технологии.
STUDY OF HYDROPHILICITY AND FREE SURFACE ENERGY OF PHOTOPOLYMER RESINS
IN A COMPARATIVE ASPECT
Research article
Ertesyan A.R.1, *, Sadykov M.I.2, Nesterov A.M.3
1 ORCID: 0000-0003-3541-9971;
2 ORCID: 0000-0003-1986-8996;
3 ORCID: 0000-0002-4187-4375;
1, 2, 3 Samara State Medical University, Samara, Russia
* Corresponding author (albertertesyan[at]gmail.com)
Abstract
Two main properties are responsible for the microbiological attractiveness of the surfaces of removable dentures: hydrophilicity and free surface energy. This study examined whether dentures made from photopolymer resin are more favorable for these surface properties than acrylic resins. The surface hydrophilicity and free surface energy of 50 standardized plastic specimens were determined by measuring the contact angle and surface tension. In both experimental setups, the surfaces of Ftorax, Rapid Simplified acrylics and Denture 3D +, Dental Pink and Denture Base photopolymer resins for SLA printing on a 3D printer were compared. These data were analyzed by ANOVA in conjunction with the Tukey test or the Howell test games. All photopolymer resin samples had lower average hydrophilicity and free surface energy than acrylic resins, with the exception of the Dental Pink designs. The surface properties of photopolymer resins for 3D printing make the surface of removable dentures less attractive for microbial colonization compared to acrylic resins.
This study examined whether dentures made from photopolymer resin are more favorable for these surface properties than acrylic resins. The surface hydrophilicity and free surface energy of 50 standardized plastic specimens were determined by measuring the contact angle and surface tension. In both experimental setups, the surfaces of Ftorax, Rapid Simplified acrylics and Denture 3D +, Dental Pink and Denture Base photopolymer resins for SLA printing on a 3D printer were compared. These data were analyzed by ANOVA in conjunction with the Tukey test or the Howell test games. All photopolymer resin samples had lower average hydrophilicity and free surface energy than acrylic resins, with the exception of the Dental Pink designs. The surface properties of photopolymer resins for 3D printing make the surface of removable dentures less attractive for microbial colonization compared to acrylic resins.
Keywords: complete removable plate prosthesis; hydrophilicity; free surface energy; 3D printing; stereolithography; SLA; photopolymer resin; acrylic plastic; additive technologies.
Введение
Микроорганизмы, колонизирующие зубные протезы, связаны не только с местным воспалением слизистой оболочки, кариесом [3] и периодонтитом зубов [4], но и с диссеминированными инфекциями [7]. Аспирированный зубной налет вызывает пневмонию [5] и поэтому может представлять серьезную угрозу здоровью пациентов со сниженным иммунитетом [6]. Среди множества возможных физико-химических свойств, влияющих на прикрепление микроорганизмов к поверхностям съемных протезов, наиболее важными являются гидрофильность, гидрофобность и свободная поверхностная энергия [8], [10].
В настоящее время большинство зубных протезов изготавливается из акриловых пластмасс, они гидрофильны и обладают высоким количеством свободной поверхностной энергии [9]. Однако базовые материалы зубных протезов содержат множество добавок, таких как инициаторы полимеризации, ускорители, сшивающие агенты, наполнители и красители, каждый из которых влияет не только на физические, но и на его химические свойства [1], [2].
Однако следует отметить, что образование гранул гликопротеина in vivo является предшественником микробной адгезии. Приобретенная пелликула уменьшает различия в смачиваемости материала и свободной поверхностной энергии, состав пелликулы зависит от материала, на котором она образуется. Благодаря этой взаимосвязи состав материала может косвенно влиять на адгезию микроорганизмов.
Целью данного исследования явилось изучение гидрофильности и свободной поверхностной энергии на образцах из акриловых пластмасс и фотополимерных смол.
Материалы и методы исследования
Для определения гидрофильности и свободной поверхностной энергии использовали прямоугольные образцы базисной пластмассы размером 39 × 8 × 4 мм.
Всего было проанализировано 50 образцов, разделенных на 5 групп (10 образцов в каждой группе). Группы 1 и 2 были представлены акриловыми базисными пластмассами горячего отверждения Фторакс компании «Стома» (Украина), Rapid Simplified компании «Vertex-Dental B. V.» (Нидерланды). Группы 3, 4 и 5 были представлены фотополимерными смолами для SLA печати на 3D принтере Denture 3D+ компании «NextDent B.V.» (Нидерланды), Dental Pink компании «HARZ Labs» (Россия) и Denture Base компании «Formlabs» (США).
V.» (Нидерланды). Группы 3, 4 и 5 были представлены фотополимерными смолами для SLA печати на 3D принтере Denture 3D+ компании «NextDent B.V.» (Нидерланды), Dental Pink компании «HARZ Labs» (Россия) и Denture Base компании «Formlabs» (США).
По заранее созданным силиконовым формам были изготовлены восковые композиции испытуемых образцов, которые гипсовали в кювету с применением медицинского гипса 4 класса. В эксперименте образцы из пластмассы Rapid Simplified и Фторакс готовили по традиционной методике, замешивали и паковали в кювету в строгом соответствии с инструкцией и алгоритмом лабораторного изготовления съёмных протезов с пластмассовым базисом.
Образцы из фотополимерных смол Denture 3D+, Dental Pink и Denture Base были напечатаны стериолитографическим (SLA) методом на 3D принтере по заранее подготовленным STL (формат файла) файлам, в строгом соответствии с инструкцией производителя и алгоритмом печати на 3D принтере.
Перед анализом образцы хранили в 100 мл деионизированной воды в течение 7 дней при температуре 21°С в темноте. После окончания срока хранения каждый образец извлекали из контейнера щипцами, чтобы избежать загрязнения поверхности, и образцы высушивали бумажным полотенцем в течение 1 минуты.
После окончания срока хранения каждый образец извлекали из контейнера щипцами, чтобы избежать загрязнения поверхности, и образцы высушивали бумажным полотенцем в течение 1 минуты.
Гидрофильность оценивали путем измерения угла соприкосновения воды с образцами. Для этого в Contact Angle Meter DSA25 автоматически наносились капли деионизированной воды, а угол поверхности капли автоматически измерялся системой анализа формы капли CONTACT ANGLE MEASUREMENT SYSTEM (Krüss GmbH, Гамбург, Германия). Наибольший угол контакта с водой указывал на высокую степень гидрофильности поверхности.
Для определения свободной поверхностной энергии были проведены измерения силы контакта капли 99,7% толуола и поверхности образцов, затем свободная поверхностная энергия была рассчитана с помощью программного обеспечения Drop Shape Analysis 1.51 (Krüss GmbH, Гамбург, Германия). Для свободной поверхностной энергии важное значение постулируется как 50 МДж/м2.
Полученные данные были проанализированы с использованием IBM SPSS Statistics 22 (IBM, Armonk, NY, USA) и R 3.3.1 (R Foundation for Statistical Computing, Vienna, Austria). Непрерывные измерения были описаны как средние значения и стандартные отклонения. Для проверки нормального распределения данных использовали тест Шапиро‐Уилка. Для определения наличия статистически значимых различий между исследуемыми группами и контрольной группой проводили 1-way ANOVA в сочетании с тестом Тьюки. Уровень значимости для статистических тестов был установлен на уровне α = 0,05.
Результаты исследования
Средние значения углов соприкосновения воды (гидрофильность) с образцами варьировались от 84,27° (образцы Фторакс) до 88,53° (образцы Dental Pink).
Значения свободной поверхностной энергии всех образцов находилась в пределах от 31,12±1,12 до 43,07±1,78 МДж/м2 (средние значения), за исключением образцов из Dental Pink, для которых свободная поверхностная энергия была примерно в два раза выше 68,10±3,02 МДж/м2. В таблице 1 представлен обзор средних углов соприкосновения воды (гидрофильность) и образцов, из акриловой и фотополимерной пластмасс.
Таблица 1 – Показатели угла соприкосновения воды (гидрофильность) и свободной поверхностной энергии
акриловых пластмасс и фотополимерных смол
| Группа | Образец | Средний угол соприкосновения воды, ° | Поверхностная энергия, МДж/м2 |
| 1 | Фторакс | 84,27±3,44 | 43,07±1,78 |
| 2 | Rapid Simplified | 81,17±4,25 | 39,12±2,42 |
| 3 | Denture 3D+ | 70,41±2,32 | 31,52±1,19 |
| 4 | Dental Pink | 88,53±6,48 | 68,10±3,02 |
| 5 | Denture Base | 72,85±8,97 | 31,12±1,12 |
Примечание: при p <0,05.
Образцы Dental Pink имели наиболее гидрофильную поверхность 88,53±6,48°, а наименее гидрофильную поверхность в группе фотополимерных смол имели образцы Denture 3D+ и Denture Base, 70,41±2,32° и 72,85±8,97° соответственно.
В группе акриловых пластмасс горячей полимеризации наибольшей гидрофильностью обладали образцы из Фторакса, средний угол соприкосновения составил – 84,27±3,44°, а наименее гидрофильные образцы Rapid Simplified – 81,17±4,25°.
Образцы из фотомолимерной смолы Dental Pink были единственными образцами со значительно более высокой свободной поверхностной энергией по сравнению с другими образцами и составили 68,10±3,02 МДж/м2. В группе фотополимерных смол наименьшим значением свободной поверхностной энергии обладали образцы из Denture Base – 31,12±1,12 МДж/м2, а для Denture 3D+ – 31,52±1,19 МДж/м2. В группе акриловых пластмасс наибольшее значение поверхностной энергии составило – 43,07±1,78 МДж/м2 для Фторакса, а наименьшее значение для образцов из Rapid Simplified – 39,12±2,42 МДж/м2.
Выводы
Поверхностная гидрофильность важна для микробной адгезии главным образом на очень гладких поверхностях пластмассы, гидрофильные поверхностные свойства снижают адгезию Candida albicans и бактериальных клеток. Помимо гигиенического значения, гидрофильность поверхности может играть важную роль в фиксации съемных протезов. В настоящем исследовании все образцы из фотополимерных смол для 3D печати, за исключением Dental Pink, были статистически значимо менее гидрофильными, чем акриловые пластмассы.
Поверхности со значениями свободной энергии ниже порога 50 МДж/м2 кажутся значительно менее «привлекательными» для микробной адгезии.
Таким образом, поверхностные свойства фотополимерных смол для 3D печати делают поверхность съемного протеза менее привлекательными для микробной колонизации в сравнении с акриловыми пластмассами.
| Конфликт интересов
Не указан. |
Conflict of Interest
None declared. |
Список литературы / References
- Эртесян А. Р. Обзор технологий 3D – печати в стоматологии / А. Р. Эртесян, М. И. Садыков, А. М. Нестеров // Медико-фармацевтический журнал «ПУЛЬС». – 2020 – Том. 22. – № 10. – С. 15 -18.
- Эртесян А. Р. Обзор биосовместимых фотополимерных смол для съемного протезирования / А. Р. Эртесян, М. И. Садыков, А. М. Нестеров // Современная наука: актуальные проблемы теории и практики: Серия «Естественные и Технические науки». – 2020. – №11. – С. 205-208. DOI37882/2223–2966.2020.11.3
- Gendreau L. Epidemiology and etiology of denture stomatitis / L. Gendreau, G. L. Zvi // Journal of Prosthodontics: Implant, Esthetic and Reconstructive Dentistry. – 2011. – № 4. – P. 251-260.
- Nikawa H. Denture plaque – past and recent concerns / H. Nikawa, H. Taizo, Y. Takaharu // Journal of Dentistry. – 2008. – № 4 – Р. 299-304.
- Muller F. Oral hygiene reduces the mortality from aspiration pneumonia in frail elders / F. Muller // Journal of dental research. – 2015. – №3. Р. 14-16.
- Majchrzak K. Comparison of staphylococcal flora in denture plaque and the surface of the pharyngeal mucous membrane in kidney transplant recipients / K. Majchrzak, E. Mierzwinska-Nastalska, A. Chmura // In Transplantation proceedings. – 2018. – Vol. 48. – № 5. – Р. 1590-1597.
- Von Fraunhofer J. A. Factors involved in microbial colonization of oral prostheses / J. A. Von Fraunhofer, Z. G. Loewy // General dentistry. – 2009. – № 2. – Р. 136-142.
- Choi S. Y. Material and feature dependent effects on cell adhesion to micro injection moulded medical polymers / S. Y. Choi, H. Olivier, F. Peter, G. R. Emmanuel // Colloids and Surfaces: Biointerfaces. – 2016. – №145. – Р. 46-54.
- Yoshijima Y. Effect of substrate surface hydrophobicity on the adherence of yeast and hyphal Candida / Y. Yoshijima, K. Murakami, S. Kayama, D. Liu // Mycoses. – 2016. – № 53(3). – Р. 221-226.
- Terada A. Bacterial adhesion to and viability on positively charged polymer surfaces / A. Terada, A. Yuasa, T. Kushimoto // Microbiology. – 2008. – №152(12). – Р. 3575-3583.
Список литературы на английском языке / References in English
- Ertesyan A. R. Obzor tehnologij 3D – pechati v stomatologii [Overview of 3D printing technologies in dentistry] / A. R. Ertesyan, M. I. Sadykov, A. M. Nesterov // Mediko-farmacevticheskij zhurnal «PULS». – 2020 – Vol. 22. – № 10. – 15 -18. [in Russian].
- Ertesyan A. R. Obzor biosovmestimyh fotopolimernyh smol dlja semnogo protezirovanija [Review of biocompatible photopolymer resins for removable prosthetics] / A. R. Ertesyan, M. I. Sadykov, A. M. Nesterov // Sovremennaja nauka: aktual’nye problemy teorii i praktiki: Serija «Estestvennye i Tehnicheskie nauki». – 2020. – №11. – P. 205-208. DOI 10.37882/2223–2966.2020.11.3. [in Russian].
- Gendreau L. Epidemiology and etiology of denture stomatitis / L. Gendreau, G. L. Zvi // Journal of Prosthodontics: Implant, Esthetic and Reconstructive Dentistry. – 2011. – № 4. – P. 251-260.
- Nikawa H. Denture plaque – past and recent concerns / H. Nikawa, H. Taizo, Y. Takaharu // Journal of Dentistry. – 2008. – № 4 – Р. 299-304.
- Muller F. Oral hygiene reduces the mortality from aspiration pneumonia in frail elders / F. Muller // Journal of dental research. – 2015. – №3. Р. 14-16.
- Majchrzak K. Comparison of staphylococcal flora in denture plaque and the surface of the pharyngeal mucous membrane in kidney transplant recipients / K. Majchrzak, E. Mierzwinska-Nastalska, A. Chmura // In Transplantation proceedings. – 2018. – Vol. 48. – № 5. – Р. 1590-1597.
- Von Fraunhofer J. A. Factors involved in microbial colonization of oral prostheses / J. A. Von Fraunhofer, Z. G. Loewy // General dentistry. – 2009. – № 2. – Р. 136-142.
- Choi S. Y. Material and feature dependent effects on cell adhesion to micro injection moulded medical polymers / S. Y. Choi, H. Olivier, F. Peter, G. R. Emmanuel // Colloids and Surfaces: Biointerfaces. – 2016. – №145. – Р. 46-54.
- Yoshijima Y. Effect of substrate surface hydrophobicity on the adherence of yeast and hyphal Candida / Y. Yoshijima, K. Murakami, S. Kayama, D. Liu // Mycoses. – 2016. – № 53(3). – Р. 221-226.
- Terada A. Bacterial adhesion to and viability on positively charged polymer surfaces / A. Terada, A. Yuasa, T. Kushimoto // Microbiology. – 2008. – №152(12). – Р. 3575-3583.
Виды деятельности | ООО «Смол-ДорНИИ-Проект»
В дорожном хозяйстве России стремительно развиваются геоинформационные системы (ГИС) по автомобильным дорогам. Основной целью создания ГИС является обеспечение принятия обоснованных управленческих решений на всех этапах жизненного цикла дороги – от планирования и проектирования до строительства и эксплуатации – на основе формирование модели.
К основным направлениям применения ГИС автомобильных дорог относятся: планирование; моделирование; проектирование; строительство; эксплуатация; мониторинг. Также внедрение ГИС позволяет систематизировать и оптимизировать информационные потоки, связанные с дорожно-транспортной деятельностью и исключить дублирование работ, связанных с получением информации.
ООО «Смол-ДорНИИ-Проект» является участником проектов по разработке и внедрению ГИС на объектах федеральной дорожной сети, реализованных в 2009-2011 гг.
Совместно с нашим партнёром ООО «ИндорСофт» (Томск) мы участвовали в качестве соисполнителя в разработке и внедрении ГИС на участках автомобильных дорог М-1 «Беларусь» (Москва – Минск) и М-10 «Россия» (Москва – Санкт-Петербург).
В 2012 году ООО «Смол-ДорНИИ-Проект» был признан победителем открытого конкурса Росавтодора на разработку и формирование геопространственной базы данных «Геоинформационная система» автоматизированной системы управления Федерального дорожного агентства и внедрение системы на федеральных автомобильных дорогах ФКУ «Федеральное управление автомобильных дорог «Центральная Россия» (Центравтомагистраль) Федерального дорожного агентства.
В настоящее время мы совместно с нашими партнёрами из ООО «ИндорСофт», ООО «Индор-Центр» (Москва), ООО МПО «Регион» (Москва) и ООО «ГеоКлюч» (Одинцово) завершили формирование геопространственного банка данных, и при участии Росавтодора, а также руководства и специалистов ФКУ «Центравтомагистраль» ведём подготовку к внедрению ГИС в систему управления сетью федеральных автомобильных дорог.
Деятельность по созданию и ведению ГИС федерального и регионального значения ведётся на основании соответствующей лицензии Росреестра.
С целью повышения эффективности и качества работ по созданию и ведению ГИС с начала 2013 года в организации создано обособленное специализированное подраздление, сформированное на основе группы специалистов отделов диагностики и геодезии, имеющих соответствующую квалификацию и опыт работ. Одновременно другие специалисты указанных подразделений, а также отдела проектирования а/д и и/с проходят подготовку для обеспечения интеграции геоинформационных технологий в бизнес процессы.
В рамках СМК разработан стандарт организации, обеспечивающий гарантированное качество услуг по созданию и ведению ГИС автомобильных дорог.
Как откалибровать 3D-отпечатки на смоле — Тестирование воздействия смолы — 3D-принтеры
Калибровка ваших 3D-отпечатков из смолы — важная часть получения успешных моделей, а не постоянные неудачи. Я узнал, насколько важно время экспозиции для качественных моделей.
Чтобы откалибровать 3D-отпечатки из смолы, вы должны использовать стандартный тест экспозиции, такой как матрица валидации XP2, тест RERF или тест AmeraLabs Town, чтобы определить идеальную экспозицию для вашей конкретной смолы.Характеристики теста показывают, насколько точна нормальная выдержка для смолы.
В этой статье вы узнаете, как правильно откалибровать 3D-отпечатки из смолы, пройдя несколько самых популярных калибровочных тестов. Продолжайте читать, чтобы узнать, как улучшить свои модели из смолы.
Как вы проверяете нормальное время выдержки смолы?
Вы можете легко проверить экспозицию смолы, распечатав модель матрицы валидации XP2 при разном нормальном времени экспозиции, используя метод проб и ошибок.После получения результатов внимательно посмотрите, какие особенности модели выглядят лучше всего для достижения идеального времени выдержки смолы.
Модель XP2 Validation Matrix требует мало времени для печати и использует небольшое количество жидкой смолы. Вот почему это просто лучший выбор для получения идеального нормального времени экспозиции для настройки вашего принтера.
Для начала загрузите файл STL с Github, щелкнув ссылку ResinXP2-ValidationMatrix_200701.stl в нижней части страницы, затем загрузите его в свой ChiTuBox или любой другой слайсер.После этого введите свои настройки и распечатайте их на своем 3D-принтере.
При нарезке я настоятельно рекомендую использовать высоту слоя 0,05 мм и количество нижних слоев 4. Обе эти настройки могут помочь вам распечатать модель матрицы проверки без проблем с прилипанием или качеством.
Идея здесь состоит в том, чтобы напечатать матрицу проверки XP2 с разным нормальным временем выдержки, пока вы не увидите почти идеальный отпечаток.
Рекомендуемый диапазон времени нормальной выдержки сильно колеблется между 3D-принтерами в зависимости от типа и мощности ЖК-экрана.Недавно купленный принтер может не иметь такой же мощности УФ-излучения после нескольких сотен часов печати.
Исходные фотоны Anycubic имеют нормальное время экспозиции от 8 до 20 секунд. С другой стороны, лучшее время нормальной экспозиции для Elegoo Saturn составляет около 2,5–3,5 секунды.
Отличная идея — сначала узнать рекомендуемый диапазон времени нормальной выдержки для вашей конкретной модели 3D-принтера, а затем распечатать тестовую модель матрицы валидации XP2.
Это сужает диапазон до меньшего количества переменных и увеличивает ваши шансы идеально откалибровать нормальное время экспозиции.
У меня есть более подробная статья, которая показывает пользователям, как получить идеальные настройки полимера для 3D-принтера, особенно для более высокого качества, так что обязательно проверьте и это.
Как вы читаете модель матрицы валидации?
На следующем снимке экрана показано, как выглядит файл матрицы проверки при загрузке в ChiTuBox. У этой модели есть несколько аспектов, которые могут помочь вам легко откалибровать нормальное время экспозиции.
Исходный размер модели — 50 x 50 мм, этого достаточно, чтобы рассмотреть детали модели без использования большого количества смолы.
Первый знак, на который вам следует обратить внимание при калибровке нормального времени экспозиции, — это средняя точка, где встречаются положительная и отрицательная стороны символа бесконечности.
Недоэкспонирование покажет промежуток между ними, в то время как переэкспонирование покажет, что две стороны слились вместе. То же самое и с прямоугольниками, которые вы видите в нижней части матрицы проверки XP2.
Если верхний и нижний прямоугольники почти идеально вписываются в пространство друг друга, то это отличный признак правильно экспонированного отпечатка.
С другой стороны, недоэкспонированный отпечаток обычно приводит к дефектам в прямоугольниках слева и справа. Линии на прямоугольниках должны выглядеть четкими и ровными.
Кроме того, булавки и пустоты, которые вы видите слева от модели, должны быть симметричными. Когда отпечаток недоэкспонирован или переэкспонирован, вы увидите асимметричное расположение булавок и пустот.
Следующее видео от 3DPrintFarm является отличным объяснением того, как можно использовать файл STL матрицы валидации XP2 и использовать его для получения оптимального времени нормальной экспозиции для настройки вашего 3D-принтера.
Это был лишь один из способов получить идеальное время нормальной экспозиции для ваших отпечатков и 3D-принтера. Продолжайте читать, чтобы узнать о других способах сделать это.
Обновление: я наткнулся на это видео ниже, в котором подробно рассказывается, как читать тот же тест.
Как откалибровать нормальное время экспозиции с помощью Anycubic RERF
Anycubic SLA 3D-принтеры имеют предварительно загруженный файл калибровки экспозиции полимера на флеш-накопитель, который называется RERF или Resin Exposure Range Finder.Это отличный тест калибровки нормальной экспозиции, который создает 8 отдельных квадратов с разной экспозицией в пределах одной модели, чтобы вы могли напрямую сравнивать качество.
Anycubic RERF можно найти на прилагаемом флэш-накопителе к каждому 3D-принтеру Anycubic на основе смолы, будь то Photon S, Photon Mono или Photon Mono X.
Люди обычно забывают об этом удобном тестовом отпечатке, когда они запускают свою машину, но настоятельно рекомендуется распечатать Anycubic RERF, чтобы эффективно откалибровать ваше обычное время экспозиции.
Вы можете загрузить файл RERF STL с Google Диска, если у вас больше нет к нему доступа. Однако модель по ссылке предназначена для Anycubic Photon S, и каждый принтер Anycubic имеет свой собственный файл RERF.
Разница между файлом RERF одного принтера Anycubic и другим — это начальная точка времени нормальной экспозиции и количество секунд, на которое печатается следующий квадрат модели.
Например, прошивка Anycubic Photon Mono X предназначена для печати файла RERF с начальным временем нормальной экспозиции 0.8 секунд с шагом 0,4 секунды до последнего квадрата, как объясняет Hobbyist Life в видео ниже.
Однако вы также можете использовать индивидуальные тайминги с вашим файлом RERF. Шаг по-прежнему будет зависеть от того, какой принтер вы его используете. Anycubic Photon S имеет шаг в 1 секунду с каждым квадратом.
Пользовательские тайминги можно использовать, введя значение Нормального времени выдержки, с которым вы хотите начать свою модель RERF. Если вы введете время нормальной экспозиции 0.Через 8 секунд в слайсере начнется печать файла RERF.
Все это объясняется в следующем видео. Я настоятельно рекомендую посмотреть, чтобы лучше понять, как использовать индивидуальные тайминги.
Когда вы закончите набирать Нормальное и Нижнее время экспозиции и другие настройки, это просто plug-and-play. Вы можете распечатать файл RERF на своем принтере Anycubic и проверить, какой квадрат напечатан с наивысшим качеством, чтобы откалибровать ваше обычное время экспозиции.
По сравнению с моделью Validation Matrix, этот метод требует больше времени и также использует около 15 мл смолы, так что имейте это в виду при испытании тестовой печати Anycubic RERF.
Как откалибровать нормальное время экспозиции с помощью Resin XP Finder на Anycubic Photon
Resin XP Finder можно использовать для калибровки нормального времени экспозиции, сначала временно изменив прошивку принтера, а затем просто распечатав модель XP Finder с другим нормальным временем экспозиции.После этого проверьте, какой участок имеет самое высокое качество, чтобы получить идеальное нормальное время выдержки.
Resin XP Finder — еще один простой тестовый отпечаток экспозиции смолы, который можно использовать для эффективной калибровки вашего нормального времени экспозиции. Однако обратите внимание, что этот метод тестирования пока работает только с исходным Anycubic Photon.
Для начала перейдите на GitHub и загрузите инструмент XP Finder. Он будет в формате ZIP, поэтому вам придется распаковать файлы.
После этого вы просто скопируете режим печати.Файлы gcode, test-mode.gcode и смола-test-50u.B100.2-20 на флэш-накопитель и вставьте их в свой 3D-принтер.
Второй файл, смола-test-50u.B100.2-20, может показаться запутанным, но на самом деле это инструкции для вашего принтера Photon.
50u — это высота слоя 50 микрон, B100 — время экспонирования нижнего слоя, равное 100 секундам, а 2-20 — это диапазон нормального времени экспонирования. Наконец, первая цифра в этом диапазоне — множитель столбца, о котором мы поговорим позже.
После того, как все будет готово, сначала воспользуйтесь кодом test-mode.gcode на принтере, чтобы изменить прошивку, и войдите в тестовый режим. Здесь мы проведем калибровочный тест.
Затем просто распечатайте Resin XP Finder. Эта модель состоит из 10 столбцов, каждый из которых имеет разное время нормальной выдержки. После печати внимательно посмотрите, какой столбец имеет больше всего деталей и качества.
Если вам больше всего подходит 8-й столбец, просто умножьте это число на 2, что является множителем столбца, о котором я упоминал ранее.Это даст вам 16 секунд, что будет вашим идеальным временем нормальной выдержки.
В следующем видео от Inventorsquare подробно объясняется этот процесс, поэтому его определенно стоит посмотреть для получения дополнительной информации.
Чтобы снова начать обычную печать, не забудьте вернуть прошивку в исходное состояние. Вы можете легко сделать это с помощью файла print-mode.gcode, который мы скопировали ранее.
Проверка калибровки нормального времени выдержки с помощью AmeraLabs Town
Отличный способ узнать, сработала ли вышеуказанная калибровка Resin XP Finder, — это напечатать чрезвычайно сложную модель с несколькими уникальными функциями.
Эта модель — AmeraLabs Town, в которой есть как минимум 10 тестов, которые должен пройти ваш 3D-принтер, как написано в их официальном сообщении в блоге. Если настройка нормального времени выдержки выбрана идеально, эта модель должна выглядеть потрясающе.
От минимальной ширины и высоты проемов AmeraLabs Town до сложного рисунка шахматной доски и чередующихся углубляющихся пластин — успешная печать этой модели обычно означает, что остальные ваши отпечатки будут впечатляющими.
Вы можете загрузить файл STL AmeraLabs Town с Thingiverse или MyMiniFactory. AmeraLabs может даже отправить вам STL лично, если вы зайдете на их веб-сайт и введете свой адрес электронной почты.
Испытания и оценка ионообменных смол, используемых для очистки воды
Услуги, приложения и оценка объектов
Kinectrics предлагает независимое тестирование и оценку ионообменных смол, используемых для очистки воды во многих отраслях промышленности.Мы также предлагаем решения в области науки и технологий разделения (включая испытания фильтров), разработки процессов, очистки воды, обработки радиоактивных и смешанных отходов, химической очистки и дезактивации, а также контроля химического состава электростанций.
Наши быстрые и эффективные услуги для множества областей применения включают: тестирование на соответствие требованиям качества, оптимизацию процесса с использованием ионообменных смол для деминерализации питательной воды котлов и очистки котлового конденсата. Другие специализированные области применения: очистка воды в жилых домах, производство сверхчистой воды для изготовления интегральных схем, борьба с загрязнением воздуха, восстановление растворителей и обработка гидравлических жидкостей, а также других смазочных материалов.
Оборудование Kinectrics для тестирования и оценки смол в обменной среде включает экспертные возможности для широкого спектра услуг.
Химические испытания
- Ионообменные емкости по ASTM и другим методам
- Содержание карбонатов / бикарбонатов (включая органически связанный и ионный C-14)
- Ионный состав
- Оборудование для испытания потока смолы (кинетика и рабочая производительность в прямоточном и рециркуляционном режимах для инженерных перспективных масштабов)
- Естественное и технологическое обрастание
Физические испытания смол
- Суспендируемость и отделяемость смол со смешанным слоем
- Анализ размера влажных частиц
- Прочность на раздавливание (рыхлость — Шатийон) и истирание
- Термостойкость и стойкость к окислению
- Истощение
- Специализированные возможности для отбора проб и анализа радиоактивных технологических смол и отработанных смол
- Проверка качества и контроль качества новых смол
Дополнительные испытания смол / процедуры
- Очистка, удаление обрастания, кондиционирование новых и старых смол, включая использование технологий на основе сверхкритических жидкостей
- Оценка производительности, оптимизация и испытания, включая срок службы смолы для конкретных применений и условий
- Характеристика выщелачиваемых смол и продуктов разложения (включая высокомолекулярные соединения, хлорорганические и сероорганические соединения)
- Диагностика рабочих проблем
Консультации, не зависящие от поставщика
Kinectrics предлагает независимые от поставщиков консультационные услуги в области очистки и управления водой и сточными водами.Мы предоставляем клиентам объективную экспертную техническую информацию, используемую для достижения рентабельной очистки воды и целей водосбережения.
Наши обширные знания и опыт включают:
- Тестирование фильтрующих материалов (плоский лист и картридж)
- Ключевые водотоки
- Деаэрация и удаление кислорода
- Предварительная обработка макияжа
- Коррозия и обработка конденсата
- Пусконаладочные работы
- Химическая очистка и дезактивация
- Коррозия охлаждающей водой и микробиологическая коррозия (MIC)
- Электрохимия
- Подготовка спецификаций на поставку продукции для новых смол IX
Стандартный метод испытания потока смолы для препрега из углеродного волокна и эпоксидной смолы
Лицензионное соглашение ASTM
ВАЖНО — ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ДАННЫЕ УСЛОВИЯ ПЕРЕД ИСПОЛЬЗОВАНИЕМ ДАННОГО ПРОДУКТА ASTM.
Приобретая подписку и нажимая на это соглашение, вы вступаете в
контракт и подтверждаете, что вы прочитали это Лицензионное соглашение, что вы понимаете
и соглашаетесь соблюдать его условия. Если вы не согласны с условиями настоящего Лицензионного соглашения,
незамедлительно закройте эту страницу, не вводя продукт ASTM.
1.Право собственности:
Этот продукт защищен авторским правом как
компиляция и как отдельные стандарты, статьи и / или документы («Документы») ASTM
(«ASTM»), 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959 USA, за исключением случаев, когда
прямо указано в тексте отдельных Документов. Все права защищены. Ты
(Лицензиат) не имеет права собственности или других прав на Продукт ASTM или Документы.Это не распродажа; все права, титул и интерес к продукту или документам ASTM
(как в электронном файле, так и на бумажном носителе) принадлежат ASTM. Вы не можете удалить или скрыть
уведомление об авторских правах или другое уведомление, содержащееся в продукте или документах ASTM.
2. Определения.
A. Типы лицензиатов:
(i) Индивидуальный пользователь:
отдельный уникальный компьютер с индивидуальным IP-адресом;
(ii) Одно место:
одно географическое положение или несколько
сайты в пределах одного города, которые являются частью единой организационной единицы, управляемой централизованно;
например, разные кампусы одного и того же университета в одном городе управляются централизованно.
(iii) Multi-Site:
организация или компания с
независимо управляемые несколько населенных пунктов в одном городе; или организация или
компания, расположенная более чем в одном городе, штате или стране, с центральной администрацией для всех местоположений.
B. Авторизованные пользователи:
любое физическое лицо, подписавшееся
к этому продукту; если лицензия сайта, также включает зарегистрированных студентов, преподавателей или сотрудников,
или сотрудником Лицензиата на Единственном или Многократном сайте.
3. Ограниченная лицензия.
ASTM предоставляет Лицензиату ограниченное,
отзывная, неисключительная, непередаваемая лицензия на доступ посредством одного или нескольких
авторизованные IP-адреса и в соответствии с условиями настоящего Соглашения для использования
разрешенный и описанный ниже, каждый Продукт ASTM, на который подписан Лицензиат.
А.Конкретные лицензии:
(i) Индивидуальный пользователь:
(a) право просматривать, искать, извлекать, отображать и просматривать Продукт;
(b) право скачивать, хранить или распечатывать единичные копии отдельных Документов или частей таких Документов исключительно для личного использования Лицензиатом. То есть Лицензиат может получить доступ к электронному файлу Документа (или его части) и загрузить его. Документа) для временного хранения на одном компьютере с целью просмотра и / или печать одной копии Документа для индивидуального использования.Ни электронный файл, ни единственная бумажная копия может быть воспроизведена в любом случае. Кроме того, электронная файл не может быть распространен где-либо еще через компьютерные сети или иным образом. Это электронный файл нельзя отправить по электронной почте, загрузить на диск, скопировать на другой жесткий диск или в противном случае поделился. Распечатка единственной бумажной копии может быть передана другим лицам только для их внутреннее использование в вашей организации; это не может быть скопировано.Отдельный документ загружен не могут быть проданы или перепроданы, сданы в аренду, сданы внаем или сублицензированы.
(ii) Лицензии для одного и нескольких сайтов:
(a) право просматривать, искать, извлекать, отображать и просматривать Продукт;
(b) право скачивать, хранить или распечатывать единичные копии отдельных Документов или их частей для личного пользования Авторизованного пользователя. использовать и передавать такие копии другим Авторизованным пользователям Лицензиата в компьютерной сети Лицензиата;
(c) , если образовательное учреждение, Лицензиату разрешено предоставлять печатные копии отдельных Документов для отдельных студентов (Авторизованных пользователей) в классе в месте нахождения Лицензиата;
(d) право показывать, скачивать и распространять бумажные копии Документов для обучения Авторизованных пользователей или групп Авторизованных пользователей.
(e) Лицензиат выполнит всю необходимую аутентификацию и процессы проверки, чтобы гарантировать, что только авторизованные пользователи могут получить доступ к продукту ASTM.
(f) Лицензиат предоставит ASTM список авторизованных IP-адреса (числовые IP-адреса домена) и, если несколько сайтов, список авторизованных сайтов.
Б.Запрещенное использование.
(i) Эта Лицензия описывает все разрешенные виды использования. Любой другой использование запрещено, является нарушением настоящего Соглашения и может привести к немедленному прекращению действия настоящей Лицензии.
(ii) Авторизованный пользователь не может производить этот Продукт, или Документы, доступные любому, кроме другого Авторизованного пользователя, по ссылке в Интернете, или разрешив доступ через свой терминал или компьютер; или другими подобными или отличными способами или договоренностями.
(iii) В частности, никто не имеет права передавать, копировать, или распространять какой-либо Документ любым способом и для любых целей, кроме описанных в Разделе 3 настоящей Лицензии без предварительного письменного разрешения ASTM. Особенно, за исключением случаев, описанных в Разделе 3, никто не может без предварительного письменного разрешения ASTM: (а) распространять или пересылать копию (электронную или иную) любой статьи, файла, или материал, полученный из любого Продукта или Документа ASTM; (б) воспроизводить или фотокопировать любые стандарт, статья, файл или материал из любого продукта ASTM; (c) изменять, модифицировать, адаптировать, или переводить любой стандарт, статью, файл или материал, полученный из любого продукта ASTM; (d) включать любой стандарт, статью, файл или материал, полученный из любого продукта ASTM или Документировать в других произведениях или иным образом создавать производные работы на основе любых материалов. полученные из любого Продукта или Документа ASTM; (e) взимать плату за копию (электронную или в противном случае) любого стандарта, статьи, файла или материала, полученного из любого продукта ASTM или Документ, за исключением обычных затрат на печать / копирование, если такое воспроизведение разрешено. в соответствии с разделом 3; или (f) систематически загружать, архивировать или централизованно хранить существенные части стандартов, статей, файлов или материалов, полученных из любого продукта ASTM или Документ.Включение печатных или электронных копий в учебные пакеты или электронные резервы, или для дистанционного обучения, не разрешено данной Лицензией и запрещено без Предварительное письменное разрешение ASTM.
(iv) Лицензиату запрещается использовать Продукт или доступ к Продукт для коммерческих целей, включая, помимо прочего, продажу Документов, материалы, использование Продукта за плату или массовое воспроизведение или распространение Документов в любой форме; Лицензиат также не может взимать с Авторизованных пользователей специальные сборы за использование Продукт выходит за рамки разумных затрат на печать или административные расходы.
C. Уведомление об авторских правах . Все копии материалов из ASTM Продукт должен иметь надлежащее уведомление об авторских правах на название ASTM, как показано на начальной странице. каждого стандарта, статьи, файла или материала. Скрытие, удаление или изменение уведомление об авторских правах не допускается.
4. Обнаружение запрещенного использования.
A. Лицензиат несет ответственность за принятие разумных мер. для предотвращения запрещенного использования и незамедлительно уведомлять ASTM о любых нарушениях авторских прав или запрещенное использование, о котором становится известно Лицензиату. Лицензиат будет сотрудничать с ASTM в расследовании любого такого запрещенного использования и предпримет разумные меры для обеспечения прекращение такой деятельности и предотвращение ее повторения.
B. Лицензиат должен приложить все разумные усилия для защиты Продукт от любого использования, которое не разрешено в соответствии с настоящим Соглашением, и уведомляет ASTM о любом использовании, о котором он узнает или о котором сообщается.
5. Постоянный доступ к продукту.
ASTM оставляет за собой
право прекратить действие настоящей Лицензии после письменного уведомления, если Лицензиат существенно нарушит
условия настоящего Соглашения.Если Лицензиат не оплачивает ASTM лицензию или
при оплате подписки ASTM предоставит Лицензиату 30-дневный период в течение
что исправить такое нарушение. Период исправления существенных нарушений не предусмотрен.
относящиеся к нарушениям Раздела 3 или любому другому нарушению, которое может привести к непоправимому
вред. Если подписка Лицензиата на Продукт ASTM прекращается, дальнейший доступ к
онлайн-база данных будет отклонена.Если Лицензиат или Уполномоченные пользователи существенно нарушат
этой Лицензии или запрещенного использования материала в любом продукте ASTM, ASTM оставляет за собой право
право отказать Лицензиату в любом доступе к Продукту ASTM по собственному усмотрению ASTM.
6. Форматы доставки и сервис.
A. Некоторые продукты ASTM используют стандартный Интернет-формат HTML. ASTM оставляет за собой право изменить такой формат после уведомления Лицензиата за три [3] месяца, хотя ASTM приложит разумные усилия для использования общедоступных форматов. Лицензиат и Авторизованные пользователи несут ответственность за получение за свой счет подходящие подключения к Интернету, веб-браузеры и лицензии на любое необходимое программное обеспечение для просмотра продуктов ASTM.
B. Продукты ASTM также доступны в Adobe Acrobat (PDF) Лицензиату и его Авторизованным пользователям, которые несут полную ответственность за установку и настройку соответствующего программного обеспечения Adobe Acrobat Reader.
C. ASTM приложит разумные усилия для обеспечения доступа в режиме онлайн. доступны на постоянной основе. Доступность будет зависеть от периодической прерывание и простой для обслуживания сервера, установки или тестирования программного обеспечения, загрузка новых файлов и причины, не зависящие от ASTM. ASTM не гарантирует доступ, и не будет нести ответственности за ущерб или возмещение, если Продукт станет временно недоступным, или если доступ становится медленным или неполным из-за процедур резервного копирования системы, Интернет объем трафика, апгрейды, перегрузка запросов к серверам, общие сбои сети или задержки, или любая другая причина, которая может время от времени делать Продукт недоступным для Лицензиата или Авторизованных пользователей Лицензиата.
7. Условия и комиссии.
A. Срок действия настоящего Соглашения составляет _____________ («Срок подписки»). Доступ к продукту предоставляется только на период подписки. Настоящее Соглашение остается в силе. впоследствии на последующие Периоды подписки, если годовая абонентская плата, как таковая, может время от времени меняются, оплачиваются.Лицензиат и / или ASTM имеют право расторгнуть настоящее Соглашение. по окончании Срока подписки путем письменного уведомления не менее чем за 30 дней.
B. Пошлины:
8. Поверка.
ASTM имеет право проверить соответствие
с настоящим Соглашением, за его счет и в любое время в ходе обычной деятельности
часы.Для этого ASTM привлечет независимого консультанта при соблюдении конфиденциальности.
соглашения для проверки использования Лицензиатом Продукции и / или Документов ASTM. Лицензиат соглашается
разрешить доступ к своей информации и компьютерным системам для этой цели. Проверка
состоится после уведомления не менее чем за 15 дней, в обычные рабочие часы и в
способом, который не препятствует необоснованному вмешательству в деятельность Лицензиата.Если
проверка выявляет нелицензионное или запрещенное использование продуктов или документов ASTM,
Лицензиат соглашается возместить ASTM расходы, понесенные при проверке, и возместить
ASTM для любого нелицензионного / запрещенного использования. Запуская эту процедуру, ASTM не отказывается от
любое из его прав на обеспечение соблюдения настоящего Соглашения или защиту своей интеллектуальной собственности путем
любыми другими способами, разрешенными законом.Лицензиат признает и соглашается с тем, что ASTM может включать
определенная идентифицирующая или отслеживающая информация в продуктах ASTM, доступных на Портале.
9. Пароли:
Лицензиат должен немедленно уведомить ASTM
о любом известном или предполагаемом несанкционированном использовании его пароля (паролей), а также о любом известном или подозреваемом
нарушение безопасности, в том числе утеря, кража, несанкционированное раскрытие такого пароля
или любой несанкционированный доступ или использование Продукта ASTM.Лицензиат несет полную ответственность
для сохранения конфиденциальности своего пароля (паролей) и для обеспечения авторизованного
доступ и использование продукта ASTM. Личные учетные записи / пароли не могут быть переданы.
10. Отказ от гарантии:
Если иное не указано в данном Соглашении,
все явные или подразумеваемые условия, заявления и гарантии, включая любые подразумеваемые
гарантия товарной пригодности, пригодности для определенной цели или ненарушения прав
отклоняются, за исключением тех случаев, когда эти заявления об ограничении ответственности считаются недействительными.
11. Ограничение ответственности:
В части, не запрещенной законом,
ни при каких обстоятельствах ASTM не несет ответственности за любую потерю, повреждение, потерю данных или за специальные, косвенные,
косвенные или штрафные убытки, независимо от теории ответственности,
возникшие в результате или связанные с использованием Продукции ASTM или загрузкой Документов ASTM.
Ни при каких обстоятельствах ответственность ASTM не будет превышать сумму, уплаченную Лицензиатом в соответствии с настоящим Лицензионным соглашением.
12. Общие.
A. Прекращение действия:
Настоящее Соглашение действует до
прекращено. Лицензиат может прекратить действие настоящего Соглашения в любое время, уничтожив все копии.
(на бумажном носителе, в цифровом формате или на любом носителе) Документов ASTM и прекращение любого доступа к Продукту ASTM.
B. Применимое право, место проведения и юрисдикция:
Настоящее
Соглашение должно толковаться и толковаться в соответствии с законодательством Российской Федерации.
Содружество Пенсильвании.Лицензиат соглашается подчиниться юрисдикции и месту проведения в
суды штата и федеральные суды Пенсильвании по любому спору, который может возникнуть в связи с этим
Соглашение. Лицензиат также соглашается отказаться от любых требований иммунитета, которыми он может обладать.
C. Интеграция:
Настоящее Соглашение является полным соглашением.
между Лицензиатом и ASTM в отношении его предмета. Он заменяет все предыдущие или
одновременные устные или письменные сообщения, предложения, заявления и гарантии
и имеет преимущественную силу над любыми противоречащими или дополнительными условиями любого предложения, заказа, подтверждения,
или иное общение между сторонами, касающееся его предмета в течение срока
настоящего Соглашения.Никакие изменения настоящего Соглашения не будут иметь обязательной силы, кроме как в письменной форме.
и подписано уполномоченным представителем каждой стороны.
D. Присвоение:
Лицензиат не имеет права уступать или передавать
свои права по настоящему Соглашению без предварительного письменного разрешения ASTM.
E. Налоги.
Лицензиат должен платить все применимые налоги,
кроме налогов на чистую прибыль ASTM, возникающую в результате использования Лицензиатом Продукта ASTM
и / или права, предоставленные по настоящему Соглашению.
Стандартные методы испытаний на содержание нелетучих веществ в растворах смол
Лицензионное соглашение ASTM
ВАЖНО — ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ДАННЫЕ УСЛОВИЯ ПЕРЕД ИСПОЛЬЗОВАНИЕМ ДАННОГО ПРОДУКТА ASTM.
Приобретая подписку и нажимая на это соглашение, вы вступаете в
контракт и подтверждаете, что вы прочитали это Лицензионное соглашение, что вы понимаете
и соглашаетесь соблюдать его условия.Если вы не согласны с условиями настоящего Лицензионного соглашения,
незамедлительно закройте эту страницу, не вводя продукт ASTM.
1. Право собственности:
Этот продукт защищен авторским правом как
компиляция и как отдельные стандарты, статьи и / или документы («Документы») ASTM
(«ASTM»), 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959 USA, за исключением случаев, когда
прямо указано в тексте отдельных Документов.Все права защищены. Ты
(Лицензиат) не имеет права собственности или других прав на Продукт ASTM или Документы.
Это не распродажа; все права, титул и интерес к продукту или документам ASTM
(как в электронном файле, так и на бумажном носителе) принадлежат ASTM. Вы не можете удалить или скрыть
уведомление об авторских правах или другое уведомление, содержащееся в продукте или документах ASTM.
2.Определения.
A. Типы лицензиатов:
(i) Индивидуальный пользователь:
отдельный уникальный компьютер с индивидуальным IP-адресом;
(ii) Одно место:
одно географическое положение или несколько
сайты в пределах одного города, которые являются частью единой организационной единицы, управляемой централизованно;
например, разные кампусы одного и того же университета в одном городе управляются централизованно.
(iii) Multi-Site:
организация или компания с
независимо управляемые несколько населенных пунктов в одном городе; или организация или
компания, расположенная более чем в одном городе, штате или стране, с центральной администрацией для всех местоположений.
B. Авторизованные пользователи:
любое физическое лицо, подписавшееся
к этому продукту; если лицензия сайта, также включает зарегистрированных студентов, преподавателей или сотрудников,
или сотрудником Лицензиата на Единственном или Многократном сайте.
3. Ограниченная лицензия.
ASTM предоставляет Лицензиату ограниченное,
отзывная, неисключительная, непередаваемая лицензия на доступ посредством одного или нескольких
авторизованные IP-адреса и в соответствии с условиями настоящего Соглашения для использования
разрешенный и описанный ниже, каждый Продукт ASTM, на который подписан Лицензиат.
А.Конкретные лицензии:
(i) Индивидуальный пользователь:
(a) право просматривать, искать, извлекать, отображать и просматривать Продукт;
(b) право скачивать, хранить или распечатывать единичные копии отдельных Документов или частей таких Документов исключительно для личного использования Лицензиатом. То есть Лицензиат может получить доступ к электронному файлу Документа (или его части) и загрузить его. Документа) для временного хранения на одном компьютере с целью просмотра и / или печать одной копии Документа для индивидуального использования.Ни электронный файл, ни единственная бумажная копия может быть воспроизведена в любом случае. Кроме того, электронная файл не может быть распространен где-либо еще через компьютерные сети или иным образом. Это электронный файл нельзя отправить по электронной почте, загрузить на диск, скопировать на другой жесткий диск или в противном случае поделился. Распечатка единственной бумажной копии может быть передана другим лицам только для их внутреннее использование в вашей организации; это не может быть скопировано.Отдельный документ загружен не могут быть проданы или перепроданы, сданы в аренду, сданы внаем или сублицензированы.
(ii) Лицензии для одного и нескольких сайтов:
(a) право просматривать, искать, извлекать, отображать и просматривать Продукт;
(b) право скачивать, хранить или распечатывать единичные копии отдельных Документов или их частей для личного пользования Авторизованного пользователя. использовать и передавать такие копии другим Авторизованным пользователям Лицензиата в компьютерной сети Лицензиата;
(c) , если образовательное учреждение, Лицензиату разрешено предоставлять печатные копии отдельных Документов для отдельных студентов (Авторизованных пользователей) в классе в месте нахождения Лицензиата;
(d) право показывать, скачивать и распространять бумажные копии Документов для обучения Авторизованных пользователей или групп Авторизованных пользователей.
(e) Лицензиат выполнит всю необходимую аутентификацию и процессы проверки, чтобы гарантировать, что только авторизованные пользователи могут получить доступ к продукту ASTM.
(f) Лицензиат предоставит ASTM список авторизованных IP-адреса (числовые IP-адреса домена) и, если несколько сайтов, список авторизованных сайтов.
Б.Запрещенное использование.
(i) Эта Лицензия описывает все разрешенные виды использования. Любой другой использование запрещено, является нарушением настоящего Соглашения и может привести к немедленному прекращению действия настоящей Лицензии.
(ii) Авторизованный пользователь не может производить этот Продукт, или Документы, доступные любому, кроме другого Авторизованного пользователя, по ссылке в Интернете, или разрешив доступ через свой терминал или компьютер; или другими подобными или отличными способами или договоренностями.
(iii) В частности, никто не имеет права передавать, копировать, или распространять какой-либо Документ любым способом и для любых целей, кроме описанных в Разделе 3 настоящей Лицензии без предварительного письменного разрешения ASTM. Особенно, за исключением случаев, описанных в Разделе 3, никто не может без предварительного письменного разрешения ASTM: (а) распространять или пересылать копию (электронную или иную) любой статьи, файла, или материал, полученный из любого Продукта или Документа ASTM; (б) воспроизводить или фотокопировать любые стандарт, статья, файл или материал из любого продукта ASTM; (c) изменять, модифицировать, адаптировать, или переводить любой стандарт, статью, файл или материал, полученный из любого продукта ASTM; (d) включать любой стандарт, статью, файл или материал, полученный из любого продукта ASTM или Документировать в других произведениях или иным образом создавать производные работы на основе любых материалов. полученные из любого Продукта или Документа ASTM; (e) взимать плату за копию (электронную или в противном случае) любого стандарта, статьи, файла или материала, полученного из любого продукта ASTM или Документ, за исключением обычных затрат на печать / копирование, если такое воспроизведение разрешено. в соответствии с разделом 3; или (f) систематически загружать, архивировать или централизованно хранить существенные части стандартов, статей, файлов или материалов, полученных из любого продукта ASTM или Документ.Включение печатных или электронных копий в учебные пакеты или электронные резервы, или для дистанционного обучения, не разрешено данной Лицензией и запрещено без Предварительное письменное разрешение ASTM.
(iv) Лицензиату запрещается использовать Продукт или доступ к Продукт для коммерческих целей, включая, помимо прочего, продажу Документов, материалы, использование Продукта за плату или массовое воспроизведение или распространение Документов в любой форме; Лицензиат также не может взимать с Авторизованных пользователей специальные сборы за использование Продукт выходит за рамки разумных затрат на печать или административные расходы.
C. Уведомление об авторских правах . Все копии материалов из ASTM Продукт должен иметь надлежащее уведомление об авторских правах на название ASTM, как показано на начальной странице. каждого стандарта, статьи, файла или материала. Скрытие, удаление или изменение уведомление об авторских правах не допускается.
4. Обнаружение запрещенного использования.
A. Лицензиат несет ответственность за принятие разумных мер. для предотвращения запрещенного использования и незамедлительно уведомлять ASTM о любых нарушениях авторских прав или запрещенное использование, о котором становится известно Лицензиату. Лицензиат будет сотрудничать с ASTM в расследовании любого такого запрещенного использования и предпримет разумные меры для обеспечения прекращение такой деятельности и предотвращение ее повторения.
B. Лицензиат должен приложить все разумные усилия для защиты Продукт от любого использования, которое не разрешено в соответствии с настоящим Соглашением, и уведомляет ASTM о любом использовании, о котором он узнает или о котором сообщается.
5. Постоянный доступ к продукту.
ASTM оставляет за собой
право прекратить действие настоящей Лицензии после письменного уведомления, если Лицензиат существенно нарушит
условия настоящего Соглашения.Если Лицензиат не оплачивает ASTM лицензию или
при оплате подписки ASTM предоставит Лицензиату 30-дневный период в течение
что исправить такое нарушение. Период исправления существенных нарушений не предусмотрен.
относящиеся к нарушениям Раздела 3 или любому другому нарушению, которое может привести к непоправимому
вред. Если подписка Лицензиата на Продукт ASTM прекращается, дальнейший доступ к
онлайн-база данных будет отклонена.Если Лицензиат или Уполномоченные пользователи существенно нарушат
этой Лицензии или запрещенного использования материала в любом продукте ASTM, ASTM оставляет за собой право
право отказать Лицензиату в любом доступе к Продукту ASTM по собственному усмотрению ASTM.
6. Форматы доставки и сервис.
A. Некоторые продукты ASTM используют стандартный Интернет-формат HTML. ASTM оставляет за собой право изменить такой формат после уведомления Лицензиата за три [3] месяца, хотя ASTM приложит разумные усилия для использования общедоступных форматов. Лицензиат и Авторизованные пользователи несут ответственность за получение за свой счет подходящие подключения к Интернету, веб-браузеры и лицензии на любое необходимое программное обеспечение для просмотра продуктов ASTM.
B. Продукты ASTM также доступны в Adobe Acrobat (PDF) Лицензиату и его Авторизованным пользователям, которые несут полную ответственность за установку и настройку соответствующего программного обеспечения Adobe Acrobat Reader.
C. ASTM приложит разумные усилия для обеспечения доступа в режиме онлайн. доступны на постоянной основе. Доступность будет зависеть от периодической прерывание и простой для обслуживания сервера, установки или тестирования программного обеспечения, загрузка новых файлов и причины, не зависящие от ASTM. ASTM не гарантирует доступ, и не будет нести ответственности за ущерб или возмещение, если Продукт станет временно недоступным, или если доступ становится медленным или неполным из-за процедур резервного копирования системы, Интернет объем трафика, апгрейды, перегрузка запросов к серверам, общие сбои сети или задержки, или любая другая причина, которая может время от времени делать Продукт недоступным для Лицензиата или Авторизованных пользователей Лицензиата.
7. Условия и комиссии.
A. Срок действия настоящего Соглашения составляет _____________ («Срок подписки»). Доступ к продукту предоставляется только на период подписки. Настоящее Соглашение остается в силе. впоследствии на последующие Периоды подписки, если годовая абонентская плата, как таковая, может время от времени меняются, оплачиваются.Лицензиат и / или ASTM имеют право расторгнуть настоящее Соглашение. по окончании Срока подписки путем письменного уведомления не менее чем за 30 дней.
B. Пошлины:
8. Поверка.
ASTM имеет право проверить соответствие
с настоящим Соглашением, за его счет и в любое время в ходе обычной деятельности
часы.Для этого ASTM привлечет независимого консультанта при соблюдении конфиденциальности.
соглашения для проверки использования Лицензиатом Продукции и / или Документов ASTM. Лицензиат соглашается
разрешить доступ к своей информации и компьютерным системам для этой цели. Проверка
состоится после уведомления не менее чем за 15 дней, в обычные рабочие часы и в
способом, который не препятствует необоснованному вмешательству в деятельность Лицензиата.Если
проверка выявляет нелицензионное или запрещенное использование продуктов или документов ASTM,
Лицензиат соглашается возместить ASTM расходы, понесенные при проверке, и возместить
ASTM для любого нелицензионного / запрещенного использования. Запуская эту процедуру, ASTM не отказывается от
любое из его прав на обеспечение соблюдения настоящего Соглашения или защиту своей интеллектуальной собственности путем
любыми другими способами, разрешенными законом.Лицензиат признает и соглашается с тем, что ASTM может включать
определенная идентифицирующая или отслеживающая информация в продуктах ASTM, доступных на Портале.
9. Пароли:
Лицензиат должен немедленно уведомить ASTM
о любом известном или предполагаемом несанкционированном использовании его пароля (паролей), а также о любом известном или подозреваемом
нарушение безопасности, в том числе утеря, кража, несанкционированное раскрытие такого пароля
или любой несанкционированный доступ или использование Продукта ASTM.Лицензиат несет полную ответственность
для сохранения конфиденциальности своего пароля (паролей) и для обеспечения авторизованного
доступ и использование продукта ASTM. Личные учетные записи / пароли не могут быть переданы.
10. Отказ от гарантии:
Если иное не указано в данном Соглашении,
все явные или подразумеваемые условия, заявления и гарантии, включая любые подразумеваемые
гарантия товарной пригодности, пригодности для определенной цели или ненарушения прав
отклоняются, за исключением тех случаев, когда эти заявления об ограничении ответственности считаются недействительными.
11. Ограничение ответственности:
В части, не запрещенной законом,
ни при каких обстоятельствах ASTM не несет ответственности за любую потерю, повреждение, потерю данных или за специальные, косвенные,
косвенные или штрафные убытки, независимо от теории ответственности,
возникшие в результате или связанные с использованием Продукции ASTM или загрузкой Документов ASTM.
Ни при каких обстоятельствах ответственность ASTM не будет превышать сумму, уплаченную Лицензиатом в соответствии с настоящим Лицензионным соглашением.
12. Общие.
A. Прекращение действия:
Настоящее Соглашение действует до
прекращено. Лицензиат может прекратить действие настоящего Соглашения в любое время, уничтожив все копии.
(на бумажном носителе, в цифровом формате или на любом носителе) Документов ASTM и прекращение любого доступа к Продукту ASTM.
B. Применимое право, место проведения и юрисдикция:
Настоящее
Соглашение должно толковаться и толковаться в соответствии с законодательством Российской Федерации.
Содружество Пенсильвании.Лицензиат соглашается подчиниться юрисдикции и месту проведения в
суды штата и федеральные суды Пенсильвании по любому спору, который может возникнуть в связи с этим
Соглашение. Лицензиат также соглашается отказаться от любых требований иммунитета, которыми он может обладать.
C. Интеграция:
Настоящее Соглашение является полным соглашением.
между Лицензиатом и ASTM в отношении его предмета. Он заменяет все предыдущие или
одновременные устные или письменные сообщения, предложения, заявления и гарантии
и имеет преимущественную силу над любыми противоречащими или дополнительными условиями любого предложения, заказа, подтверждения,
или иное общение между сторонами, касающееся его предмета в течение срока
настоящего Соглашения.Никакие изменения настоящего Соглашения не будут иметь обязательной силы, кроме как в письменной форме.
и подписано уполномоченным представителем каждой стороны.
D. Присвоение:
Лицензиат не имеет права уступать или передавать
свои права по настоящему Соглашению без предварительного письменного разрешения ASTM.
E. Налоги.
Лицензиат должен платить все применимые налоги,
кроме налогов на чистую прибыль ASTM, возникающую в результате использования Лицензиатом Продукта ASTM
и / или права, предоставленные по настоящему Соглашению.
Смола прочнее нити? Просто объяснили! — 3D Solved
Сообщество 3D-печати активно обсуждает преимущества и недостатки как полимерных, так и филаментных принтеров. Наиболее часто обсуждаемые темы связаны с качеством печати, стоимостью материалов и временем печати каждой технологии.
Также может быть случай, когда нам нужно напечатать объект, который требует определенных структурных свойств, таких как прочность на разрыв и устойчивость к ударам, и нам нужно выяснить, являются ли детали из полимера прочнее или слабее, чем детали, напечатанные на волокне.
Когда дело доходит до прочности, детали, напечатанные методом FDM, обычно прочнее, чем объекты, напечатанные смолой. Это верно как с точки зрения устойчивости к ударам, так и прочности на разрыв. Почти все популярные волокна, такие как ABS, PLA, PETG, нейлон и поликарбонат, превосходят обычные полимерные печати. Тем не менее следует отметить, что Tough Resin прочнее, чем ABS, PETG и нейлон.
Смола и сравнение прочности на растяжение нити
Предел прочности на разрыв различных нитей и смол (мегапаскали)
Предел прочности при растяжении измеряет величину напряжения, которое может выдержать конкретный материал при растяжении до предела прочности.Предел прочности материала измеряется в точке разрыва и будет варьироваться в зависимости от материала, используемого для изготовления идентичного компонента.
Это довольно распространенный тест, проводимый в большинстве отраслей; однако для получения достаточно точных результатов необходимо учитывать и учитывать фактический процесс сборки как переменную.
Все согласны с тем, что 3D-отпечатки из смолы не так устойчивы к ударам; Кроме того, под большим вопросом остается отверждение полимерных изделий, периодически подвергающихся воздействию ультрафиолетового излучения.На другой стороне шкалы, PLA — это относительно дешевый низкотемпературный материал в упаковке с надписью «последнее средство».
Эти предположения не могут быть дальше от истины, и правда обнаруживается в ходе честной и точной проверки. Вот базовый обзор испытаний прочности на разрыв, проведенных на различных типах волокон FDM, которые были проведены Airwolf 3D и соответствуют стандартам ISO 527 *. Крючок был сделан из разных материалов и испытан.
*: Настоящие руководящие принципы определяют общие условия для определения свойств при растяжении термопластов при определенных условиях.
Некоторые уже сломанные части использовались для теста. ИсточникPLA
Печатный стол был установлен на 60 ° C, и крючок был напечатан без кожуха, чтобы поддерживать умеренный уровень тепла. Крюк из PLA смог выдержать вес в 285 фунтов, что соответствует пределу прочности на разрыв 64,4 МПа, но, как всегда, есть уловка.
PLA со временем утратит свою прочность на разрыв, и, как следствие, его следует использовать только по назначению, а именно для изготовления игрушек и декоративных предметов, но не для целей, требующих высокой прочности на разрыв.
PETG
PETG, измеренный при 50,0 МПа, что удивительно, поскольку можно было бы ожидать, что он прочнее, чем PLA. Другой тест, проведенный toms3d.org, сравнил PLA с PETG, но для определения влияния направления слоя были напечатаны две тестовые структуры каждой из них. Два образца были напечатаны вертикально и горизонтально.
Проведенное испытание было испытанием на изгиб для определения точки, в которой образец защелкивается. Сначала были испытаны образцы с вертикальной печатью, и это также должно было проверить адгезию слоя.Образец PLA выдержал чуть менее 8 кг, в то время как PTEG выдержал 5,9 кг. Второй образец тестировал материал на прочность, и PLA измерял 16,6 кг, в то время как образец PETG не разрушился, поскольку он вообще не ломался, а просто гнулся.
По сути, ПЭТГ более гибкий и не ломается при определенных силах, как PLA, но что касается прочности на разрыв, PLA прочнее.
ABS
При испытании ISO 527, ABS был оценен как 38,6 МПа, что значительно слабее, чем PLA и PETG.В тесте с крюком ABS показала плохие результаты и мгновенно сработала с той же нагрузкой в 285 фунтов.
Хотя АБС считается настоящим инженерным материалом, используемым в повседневном применении, для этих применений не требуется предел прочности на разрыв. Предел прочности на разрыв АБС составил 4700 фунтов на квадратный дюйм (32,4 МПа).
Поликарбонат
сообщить об этом В основном испытании на крюк поликарбонатная нить была напечатана при высоких температурах, при которых температура слоя не должна быть ниже 145 ° C, а температура экструдера не ниже 290 ° C.
Важно помнить, что обычные принтеры для любителей не могут достичь этих желаемых температур. 685 фунтов были подвешены к крюку, давление которого составляло 9800 фунтов на квадратный дюйм (67,6 МПа), что сделало поликарбонат бесспорным победителем по прочности на разрыв.
Нейлон
Нейлон не является однородной нитью, и в результате разные типы нейлоновой нити имеют разную прочность на разрыв, но расчетная прочность установлена на уровне 7000 фунтов на квадратный дюйм (48,3 МПа), что значительно лучше, чем у ABS, но ниже PLA.В испытании с крючком использовался нейлон 910, который был напечатан при 250 ° C и температуре слоя 70-100 ° C. Нейлон начал гнуться, и только после сотен фунтов он уступил 485 фунтам.
По сути, как и PETG, нейлон изгибается больше, чем PLA.
Смола
Хотя испытания прочности на разрыв не проводились теми же людьми, что и предыдущие испытания, были воссозданы те же условия, что означает, что результаты не только действительны, но и сопоставимы.
Смола обычно известна как очень слабый материал, когда она сводится к пределу прочности на разрыв, и результаты в некоторой степени согласуются с этим представлением.Обычная смола измеряла только 23,4 МПа, что намного ниже, чем у всех измеренных нитей.
Несмотря на плохие результаты для обычной смолы, я должен упомянуть, что в SLA-печати произошли невероятные улучшения, а прочность на разрыв, безусловно, является одним из параметров, которому уделяется много внимания.
Все основные производители смол также предлагают свои «жесткие» смолы, и это не только маркетинговая тактика: в качестве примера возьмем прочную смолу eSun с пределом прочности на разрыв 55 МПа.
Это свидетельствует о том, что производители прилагают огромные усилия для удовлетворения требований, которые индустрия 3D-печати предъявляет постоянно растущим образом.
Разница между обычной смолой и прочной смолой
Обычные смолы считаются слишком слабыми, чтобы выдерживать нагрузку, и не рекомендуются для использования на открытом воздухе из-за продолжающегося процесса отверждения под воздействием солнечных ультрафиолетовых лучей. Однако на рынке есть смолы, которые были разработаны, чтобы быть действительно прочными.
В разработку смол внедряются быстро развивающиеся технологии, и постоянно открываются различные области применения. Литые смолы используются при изготовлении ювелирных изделий и широко применяются в стоматологии.
Основное различие между обычной смолой и прочной смолой заключается в прочности на разрыв, при этом вязкая смола имеет примерно вдвое большую прочность на разрыв, чем обычная смола.
Цветная УФ-смола Anycubic была выбрана в качестве обычной смолы, которая тестировалась на некоторых жестких смолах, а именно, Formlab’s Tough 2000, eSun’s Hard-Tough и Siraya Tech’s Blu. Результаты не были неожиданными, потому что стандартная смола измеряла 23,4 МПа, в то время как жесткие смолы измеряли 46 МПа для Foamlab, 55 МПа для eSun и 44 МПа для Siraya Tech.
Как видно из результатов испытаний, твердые смолы действительно намного прочнее обычных смол, но результаты тестов не будут автоматически применяться в ваших проектах. Основная причина заключается в конструкции и применении, поэтому, хотя твердые смолы сильнее, они не обязательно отражают эти результаты испытаний.
Смола и нить Сравнение ударной вязкости
Ударная вязкость для различных материалов и ориентаций (Джоуль / метр)
| Плоский | Горизонтальный | Вертикальный | Поликарбонат | 354 | 515 | 42 | ||||
| Нейлон | 325 | 249 | 60 | |||||||
| Prusa Tough Resin | 9075 907 | 280 | 239 | 178 | 35 | |||||
| PLA | 153 | 113 | 77 | |||||||
| ABS | 129 | 9062 907 149 55 9045 от прочности на разрыв в том смысле, что он измеряет, насколько мю ch удар, который может выдержать стандартная модель, и сколько энергии удара поглощается силой.Метод, использованный для проведения испытания, — это испытание на ударную вязкость IZOD. Испытания проводились с использованием трех различных ориентаций: плоских, вертикальных и горизонтально ориентированных тестовых образцов. Для исследования использовались разные ориентации печати.
| IR: Измеряет характеристическую полосу спектра поглощения для определения типа смолы. На рисунке 1 показан ИК-спектр поливинилхлорида: |
| Рис.1 ИК-спектр поливинилхлорида |
| Py-GC-MS: Мономеры, полученные в результате пиролиза, разделяются с помощью GC, а затем идентифицируются с помощью MS.Это позволяет идентифицировать мономеры, содержащие полимер. На рисунке 2 показаны результаты измерения сополимера метилметакрилата и стирола методом Py-GC / MS и его связи: |
| Рис. 2 Измерение методом Py-GC / MS сополимера метилметакрилата и стирола и его связи |
| ЯМР: Измеряется растворение полимера в дейтерированном растворителе, значение пика которого определяется на основе уровня химического сдвига для выполнения качественного анализа.На рисунке 3 показан спектр сополимера пропилена, этилена и бутана: |
| Рис. 3 Спектр сополимера пропилена, этилена и бутана |